100%(1)100% found this document useful (1 vote)
1K views29 pagesHomogenization Silos
Homogenization Silos
Uploaded by
MarcCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
100%(1)100% found this document useful (1 vote)
1K views29 pagesHomogenization Silos
Homogenization Silos
Uploaded by
MarcCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
You are on page 1/ 29
“HOLDERBANK”
Cement Seminar
Process Technology
Homogenizing Silos
SUMMARY
Homogenizing silos are classified according to the mode of the applied
working principles, in
- batchwise mixing silos
- continuous overflow silos
- continuous mixing silos.
Batchwise mixing silos show a better homogenizing efficiency than con-
tinuous mixing silos. The disadvantage is the higher energy consumption
and above all the high investment costs.
The homogenizing efficiency of continuous working silos is a function of
the kind of disturbances.
Periodical long-term fluctuations (75 h) cannot be reduced sufficiently
by the silo. This situation can only be improved by cutting the long-term
Fluctuation, i.e. by adjusting the raw mix proportioning system. Sudden
peaks can be damped most efficiently by an immediate counter-action, i.e.
by producing a contrary peak.
TABLE OF: CONTENT
—
ws
1.2
1.3
24
2.2
2.3
TYPES OF HONOGENIZING SILOS
Discontinuous batch-homogenizing silos
a) The Polysius octant system
b) Other aeration systems
c) The FLS-funnel flow system
d) Technical specifications
) Homogenizing efficiency
Continuous overflow homogenizing systems
Continuous homogenizing silos
a) Claudius Peters mixing chamber silo
b) Claudius Peters homogenizing chamber silo
c) Polysius continuous homogenizing silo
d) Polysius mltiflow silo
e) IBAU central chamber silo
f) FLS controlled flow system
g) Partec continuous blending silo
OPERATION OF CONTINUOUS HOMOGENIZING SILOS
The silo investigations
Results of the silo investigations
The silo operation
BIBLIOGRAPHY
DIAGRAM 1, 2, 3
PAGE
10
12
13
14
15
16
7
18
20
(a
TYPES OF HOMOGENIZING SILOS
Homogenizing silos are classified according to the kind of the
working principles, in
= batchwise mixing silos
- continuous overflow silos
= continuous mixing silos.
In the following some of the most applied silos of the three types
are discussed. The technical data represent approximate values.
Discontinuous batch-homogenizing silos
A typical arrangement of silos consists of two raw meal storage and
two homogenizing silos. The top silos are the homogenizing silos and
the lower ones are storage silos. The homogenizing silos are sized
for approximately 6 to 11 times the raw mill capacity. The silos are
intermittently filled and during the time one silo is filled the ma-
terial in the other silo is homogenized. Emptying one silo takes
approximately two to. three hours.
Nee ,
q in a
4 d
i ry |
RET |
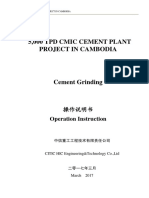
Most commonly used are quadrant or octant aeration systems. The
following figure shows as an example the basic principle of a
Polysius octant system.
material input
aerated
Ga non aerated
fo
The silo bottom is divided into 8 sectors of which only two oppo-
site are aerated at the same time, i.e. only one quarter of the
total silo area is aerated at the same time. Moreover, the sectors
are divided’ into several segments (a, b, c, d), where different
air mass flows can be introduced. The aeration time of one sector
is about 10 minutes and the whole homogenizing time 40 minutes.
b)__ Other aeration systems
Other batch homogenizing systems work more or less similar to the
Polysius octant system. Two of them are presented in the following:
Fuller quadrant method
active
Passive
The bottom of the silo is divided into four quadrants. Three compres-
sors are installed. Two of them blow into the one active while the
remaining one blows into the other three passive quadrants. After a
set time periode they are switched over to the next quadrant series.
Moller shearing flow method
active
In principle the same as the Fuller method is the so-called shearing
flow method of Méller with a different distribution of the sectors.
A double deck system without aeration for homogenizing purposes is
the funnel flow silo of FLS. In the filling phase of the silo the
raw meal is stored in layers. During the outlet of the material a
funnel is built in which material of different inlet layers slides.
Thereby a certain mixing effect takes place.
JN e
The homogenizing efficiency is dependent on the angle o of the raw
meal in the silo. The steeper this angle the higher the mixing effect.
Due to the fluidification of the raw meal during transport this angle @
becomes, however, very flat. Therefore at least two silos in series
should be provided so that the mixing effect is doubled.
pect
Batch-type homogenizing silos have been installed up to capacities of
approximately 5000 t. The diameter to height ratio (effective height
of material inside silo) is usually in the order of 1:1,2.
S
Power consumption obtained in batch-type systems depends to a large
extent on homogenizing time required and detail design of the aeration
systems. With the octant system values as low as 0.3 kWh/t of raw meal
have been obtained. Generally, the power consumption reached for batch
homogenizing varies in the range of 0.3 to 0.6 kWh/t and it should be
mentioned that the lower values are usually obtained with the octant
system.
e)__.Homogenizing efficiency
The homogenizing efficiency, defined as the ratio between the stand-
ard deviation of the chemical concentration of the inlet and of the
outlet, is with batch systems excellent and values up to 1:15 have
been obtained in practice.
The problem of batch homogenizing silos is usually not the homogeni-
zing efficiency within one batch, but the change in the mean chemical
concentration from one batch to the other. This change is avoided if,
in the average, during the filling time the desired mean value is
achieved by corresponding adjustments of the raw mix ratio.
concentration inlet
time
change between
batches
concentration outlet
1.2
Continuous overflow homogenizing system
The overflow system usually consists of one homogenizing silo in
combination with a raw meal storage silo.
The overflow silos are usually sized for approximately 6 to 10 times
the raw mill capacity and the diameter to height ratio is similar to
the batch-type homogenizing silos, in the order of 1:1.2.
The following figure shows the basic principle of an overflow homo-
SECTION B-B
genizing silo.
dividing wall
bottom segments with
strong and
weak aeration
‘fs
material flow
By different aerated bottom segments the raw meal is mixed and at
the same time transported from the inlet part to the other side of
the dividing wall, where the outlet of meal is located.
The power consumption of the overflow system is normally higher than
of the discontinuous batch-type systems and values of approximately
1.2 kih/t have been reached.
1.3
Continuous homogenizing silos
The modern design of continuous homogenizing systems combines raw
meal storage and homogenizing in one silo. Separate silos, as re-
quired for the batch or overflow system are not necessary. Instead
of homogenizing the material pneumatically as described before,
blending occurs during the time when the material is discharged
from the silo by creating a funnel.
funnel
A sufficiant homogenizing effect can therefore only be obtained if
a certain filling height in the silo is maintained. At low filling
degrees the homogenizing effect is rather low and it is in practice
therefore required to keep the silo filling degree above at least
30 8.
Various systems have been developed in the meantime. These are:
= Claudius Peters mixing chamber silo
- Claudius Peters homogenizing chamber silo
= Polysius continuous homogenizing
- Polysius multiflow system
= FLS controlled flow system
- IBAU central chamber silo
= PARTEC continuous blending silo.
a)___Claudius Peters mixing chamber silo
The mixing chamber silo has been applied in several cement plants,
mainly in Europe. The following figure shows the basic principle
of this silo.
aerated sector
quadrant aeration system
As can be seen, the material entering the silo is evenly distributed
thus forming horizontal layers of material. The silo bottom is divided
into 12 sectors equipped with air pads and a mixing chamber with a
quadrant aeration system. Air supply to the one active outer sector
and one active quadrant alternates in rotation and has been synchro-
nized. For discharging material from the silo, one outer sector and
one active quadrant of the mixing chamber are aerated at the same time,
thereby creating a funnel above the aerated sector. The homogenizing
effect is reached by
= sectorwise formation of funnels caused by gravity discharge so
that different horizontal layers slump into each other,
- generating a turbulent flow of material in the mixing chamber due
to pressure relief and rather intensive aeration.
Mixing chamber silos have been installed up to capacities of approxi-
mately 10'000 t and there are several silos in operation.
Diameter to height ratio is usually in the range of 1:1,2 to 1:1,5.
The specific power consumption obtained is in the order of 0.3 klih/t
or lower.
The homogenizing efficiency usually obtained with one silo is in the
range of 1:2 to 1:5 (silo to be filled with at least 30 % of material).
Homo ensing- chamber slo: plan
- 10 -
Comparable to the mixing chamber silo a better homogenizing effici-
ency is expected by
- enlargement of the outer ring for more efficient formation of
mixing funnels,
- application of a relatively large homogenizing chamber with im-
proved aeration system,
- secondary material fed through the roof of the homogenizing
chamber.
So far no practical experience is available from this new silo type,
particularly concerning the blending efficiency.
Claudius Peters expects the efficiency to be substantially better than
for the mixing chamber silo.
The power consumption expected is in the range of 0.6 khih/t.
Polysius continuous homogenizing silo
The figure below shows the basic design of the Polysius system.
aad
homogenizing
filling
The special design of the Polysius homogenizing silo is shown below:
Legend
Feeding system
Continuous homogenizing silo
1
2
3 Discharge channel
4
Openings to the discharge
channel
Cover of discharge Channel
Aerated areas with one sided
‘inclination
8 Transport to kiln
The silo bottom consists af sloped and aerated channels and a
relatively small central chamber. Number of channels depend on silo
diameter. There are approximately three openings per channel, the
remaining portion of the channels being covered. The largest open-
ings are at the silo wall. The surfaces ‘between the channels are
sloping and partly covered with aeration pads. The inlets of the
meal are 90°C dephased from the aerated sectors.
Material is discharged from the silo by aerating one or two diametri-
cal channels, and therefore creating funnels above the aerated
discharge openings. The homogenizing effect is reached by
- formation of multifunnels caused by gravity discharge
- alternating channel discharge in rotation.
Polysius continuous homogenizing silos have been installed up to
capacities of 7500 t and there are several silos in operation.
Diameter to height ratio is usually in the range of 1-1,5.
The specific power consumption obtained is in the order of 0,2 kWh/t.
Homogenizing efficiency obtained with one silo is in the range of
1:2 to 1:5 (silo to be filled with at least 30 % of material).
Extraction and dosing equipment
qa.
The multiflow system is the improved continuous homogenizing system
from Polysius with basically the following modifications:
- The horizontal cover above the channels has been altered to a
sloped cover parallel to the inclined channels,
- the central chamber bottom was lowered,
- the sloped surfaces between the radially arranged channels have
been omitted.
With the above mentioned modifications, a more extensive activation
of the outer ring zones is expected.
Legend
1 Silo volume
2 Central chamber
3 Discharge openings
4 Coverings
5 Openings to discharge channel
6 Aerated discharge channel
7 Distributing system of feed
e)
The homogenizing effect is similar to the other silos created by
sectionwise formation of funnels caused by gravity discharge.
IBAU_central chamber silo
wt 7 2 FUNNEL
+ ; + 3 ‘BELUFTUNGSSEKTIONEN
|
| 4
ll FLOW-CONTROL-GATE
I 2 ENTSTAUBEA
eee
4a}
| + +
at lie
/ i=
| Mh
4 . _
The material entering the silo is evenly distributed and the bottom
sections are alternately aerated for sectional discharge of material.
The power consumption is about 0.2 kWh/t. The homogenizing efficiency
‘is in the same order as previously mentioned (appr. 1:5).
£)___FLS_controlled_flow system
The controlled flow system has been based on the idea that the entire
material colum inside the silo must be kept moving and a suitable
retention time distribution of the material entering and leaving the
silo must be reached in order to obtain a good homogenizing effect.
The figure below shows the design of the silo.
Material entering the silo is evenly distributed. The silo bottom
consits of 42 triangular segments and seven discharge openings. The
triangular segments are partly covered with aeration pads which can
be independently aerated. From the seven outlet openings material can
be discharged at a controlled flow rate and fed to a pneumatically
aerated mixing vessel placed under the silo.
The technical data for this silo, given by FLS are 0.3 kih/t and
a homogenizing efficiency of 1:10 for a silo filling degree above
50 %. This value is not yet proved in practice since the system
has not yet been installed so far.
9...
The Partec system has been developed in Finland and a piggyback silo
system consisting of two 3000 t silos is in operation. The figure be-
ow shows the basic principle of this system. Sectional discharge
from the silo is by special design of rotary feeders over the radius
of the silo.
construction of the silo bottom
ridges with
aeration
bearing
drivin
moto
rotary feeder
air slide
Due to this special discharge system a good homogenizing efficiency
can be expected. Mechanical problems are anticipated with large dia~
meters.
OPERATION OF CONTINUOUS HOMOGENIZING SILOS
The blending efficiency of a homogenizing silo is given by the ratio
between the standard deviation of the chemical fluctuations: on the
inlet sq and of the outlet sw.
Sa
Sw
where s=
——» concentration of the single sample No i
mean value
3 xix
—= number of samples
The diagram 1 shows as an example the fluctuations of the lime sa-
turation in function of the time. In the first part of the observed
interval the inlet and the outlet fluctuation have the following
values:
standard deviation s
This efficiency does not mean that all peaks coming into the silo
are reduced by the factor 8.8. The second part of the observed inter-
val illustrates such a case. A very great peak with a maximum lime
saturation value of 112.0 was produced and entered the silo. The
corresponding concentration at the outlet rises thereby up to 103.5.
the blending efficiency of the silo, calculated with the two maximum
values is
112.0 - 96.0
403.5 -96.0
en =2.1
24
The suddenly appeared peak is much worse homogenized than the
more or less stochastic fluctuation of the first part of the ob-
served interval.
This example shows that different kinds of fluctuations are homo-
genized with different efficiencies. The blending efficiency de-
fined by the inlet and outlet standard deviation is, thus, only
a very general indication. To know the specific behaviour, it is
required to investigate the proceedings in the silo. For this rea~
sons extensive tests were made by TC/VA, which are summarized in
the following.
The silo investigations
The investigations of the proceedings in a silo are not very easy be-
cause a direct observation of the flow during the operation is impos-
sible. The only way was to use the information from the inlet and out-
let concentration. For this purpose a well defined disturbance of one
of the entering components was produced by changing its raw mix ratio.
Thereby a stable and constant component had to be taken, which is only
in little proportion in the mix and which has small fluctuations, for
example the iron oxide. Now the concentration at the silo-outlet was
compared with the disturbed inlet.
The question is now, which kind of inlet disturbance is most represen-
tative for the silo? For this aim it is important to know what kind
of disturbance can enter the silo. There are two basic cases:
- suddenly appearing disturbances
- periodic oscillations.
a)___Suddenly appearing disturbance
single impulse
function
¢
S
&
€
o
8
2
5
8
time
2.2
A suddenly appearing disturbance can be divided into a sum of single
impulse functions. The knowledge of the silo answer (concentration
outlet) to one of such inlet impulse function allows to predict the
silo outlet of any suddenly appearing disturbance.
If a component of the entering meal behaves like a harmonic oscilla~
tion, for example a sinus function, with the amplitude A, and the
frequency w, the exit function will also be harmonic with the same
Frequency « but with an other amplitude A, and with a phase shift 'p .
inlet outlet
concentration
ime
In reality a periodical disturbance is not exactly a harmonic func-
tion but according to the law of Fourier each periodical function can
be divided into a sum of harmonic functions.
The silo answer to a harmonic silo inlet function can be calculated
from the answer to a single impulse function. (Fourier- or Laplacee @
Transform).
Therefore, with an impulse function as inlet disturbance, the behavi-
our of the silo can be sufficiently investigated and the blending
efficiency for all cases predicted.
Results of the silo investigations
The described test with the impulse function as inlet disturbance was
made on a Claudius Peters silo. With the results a mathematical model
has been formed. In the following the model of second order is explai-
ned.
The incoming raw meal builds horizontal layers on the surface. When a
sector on the bottom is aerated, on the surface over this sector a fun-
nel is built and from the different surface layers the raw meal slides
‘into this funnel. Thereby the first and most significant mixing effect
2\\ [Z
After a certain time the aeration switches over to an other sector and
a new surface funnel in another aera is built.
Afterwards the raw meal is transported down to the mix chamber. This
transport takes place in a "tube" with a very small diameter.
funnel
transport
mix chamber
In the tube nearly no cross mixture with the other material takes place
and, thus, this part has an inferior influence to the homogenizing effi-
ciency.
In the mix chamber the raw meal is homogenized again. The volume of this
chamber is rather small, so that the retention time of this part is only
0.4 Ch].
The behaviour of the continuous homogenizing silo can be described by
a so-called linear model of second order allowing to express the homoge-
nizing efficiency by the following equation:
2.3
e=
where Ty = 4.1 Oh]
T, = 0.4 [hI
The constant T, and T, represent the average retention time of the
raw meal in thé main Romogenizing parts of the silo. The most impor-
tant influence is given by the constant T, describing the proceedings
on or near the surface of the silo.
It is clearly evident from this equation that the homogenizing effi-
ciency of the silo is a function of the frequency. of the ingoing
fluctuations.
In the diagram 2 the mathematical model of second order is presented.
A comparison with a model of first order neglecting the influence of
the mix chamber shows that this element has only an influence on short-
term disturbances.
The silo operation
The diagram 2 shown that all fluctuations with a periodical time shor-
ter than about 5 [h] are homogenized better than 1:5. The first part
of the iTlustrated fluctuation of diagram 1 is exactly such a short @y
time fluctuation. The homogenizing efficiency is therefore good and a
value over 1:5 can be expected. Longtime fluctuations with periodical
times over 5 [h] are homogenized unsufficiently. For example an oscilla-
tion of the mean value with a periodical time of 20 [h] is only homo-
genized with 1:1.6.
concentration
time
concentration c
The figure above shows the inlet and outlet function of this case.
The longtime oscillation of the mean value is damped by the ratio
1:1.6 meanwhile the overlapped shorttime fluctuations are homogenized
with a much better ratio.
In this case the silo is not able to sufficiently homogenize the raw
meal. The only way to improve the situation is to cut the long-term
fluctuations by corresponding adjustments of the weigh feeders of the
raw mix porportioning.
The adjustment frequency should be choosen as short as possible so that
only short-term disturbances are produced.
Different from these disturbances with more or less clear defined fre-
quencies are sudden peaks (see diagram 1).
These peaks are produced by a lot of reasons like
> new cut of a mix bed
- stop of one of the material components
- unadequate adjustment of the feeders by the operator etc.
By the assumption that the stT@:works as“a mddeT“of finstsorder ‘the -out-
Jetfunction-to:an. inlet peak can be determined:
time t time t
Diagram 3 shows the effective and the calculated outlet function. The
conformity is in spite of the rough assumptions sufficient.
In this case the silo is not able to homogenize the inlet peak suffi-
cently. Therefore, counter-actions must be taken by making adequate
adjustments of the raw mix ratio. The sooner the reaction takes place
the more the inlet peak is reduced. Furthermore, only a reciprocal cor-
rection, i.e. a correction with a contrary peak is able to effectively
damp the peak. If instead only a normal correction towards the desired
mean value is made the peak goes nearly undamped through the silo.
intet
peak
concentrgtion
contrary peak
time time
The above diagram shows the adequate correction of a peak by a
corresponding contrary peak.
To summarize:
1) Long-term fluctuations ( 5h) are not reduced sufficiently
by the silo and have to be evened by adequate adjustments of
the raw mix ratio.
2) Sudden peaks are damped by a sudden counter-action producing
on purpose a contrary peak.
Res ine reg Monee (P32 Asya
rary
> E 2 peery sy ve 2 eeeoe Fo re % .
mee Loe rf z meebo sor z meet os vy 6 z t
BIBLIOGRAPHY
(1)
[2]
[3]
R. Hasler / J. Waltisberg
Mischwirkung von Durchlaufhomogenisiersilos: Untersuchung am
Mischkammersilo in Hover
(VA 79/4677/)
J. Waltisberg
Results of the investigation on the homogenizing efficiency
of continuous blending silos
(VA 80/4707/E)
J. Maltisberg
Mathematisches Modell des Mischverhaltens eines kontinuierlich
arbeitenden Homogenisiersilos, entwickelt am Beispiel des CPAG-
Silos in Hover
(VA 80/4718/D)
You might also like
- Raw Material Preparation: Raw Meal Homogenization and Kiln Dust Management Pe Latam 2012No ratings yetRaw Material Preparation: Raw Meal Homogenization and Kiln Dust Management Pe Latam 201226 pages
- VDZ - 2 - 4 - En-Raw Meal Homogenization Systems100% (2)VDZ - 2 - 4 - En-Raw Meal Homogenization Systems16 pages
- Docslide - Net - Optimization of Vertical Raw Mill Operation PDFNo ratings yetDocslide - Net - Optimization of Vertical Raw Mill Operation PDF32 pages
- Roller Press (High Pressure Grinding Rolls) : V Naga KumarNo ratings yetRoller Press (High Pressure Grinding Rolls) : V Naga Kumar24 pages
- 6 Grinding Work Index According To Bond PDF100% (2)6 Grinding Work Index According To Bond PDF11 pages
- 1 - Jens - 030 01 Operation CementGrindingPlant100% (1)1 - Jens - 030 01 Operation CementGrindingPlant68 pages
- Questionnaire For Evaluation of Ball Mills.: Contents100% (1)Questionnaire For Evaluation of Ball Mills.: Contents16 pages
- Structural Design and Erection: General RequirementsNo ratings yetStructural Design and Erection: General Requirements15 pages
- Ball Mill Grinding Media Max Ball Size Calculation100% (2)Ball Mill Grinding Media Max Ball Size Calculation2 pages
- Ball Mill Performance & Efficiency & Tromp Curve100% (2)Ball Mill Performance & Efficiency & Tromp Curve32 pages
- Grinding Plants-Optimization and ModellingNo ratings yetGrinding Plants-Optimization and Modelling12 pages
- Lecture-4 - Efficiency Improvement in Cement IndustriesNo ratings yetLecture-4 - Efficiency Improvement in Cement Industries38 pages
- Optimization of A Fully Air-Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The AidNo ratings yetOptimization of A Fully Air-Swept Dry Grinding Cement Raw Meal Ball Mill Closed Circuit Capacity With The Aid10 pages
- Fundamentals On Grinding Workshops: GRINDING I - Training SessionNo ratings yetFundamentals On Grinding Workshops: GRINDING I - Training Session43 pages
- Very Important Notes For Purchasing Managers in Cement FactoryNo ratings yetVery Important Notes For Purchasing Managers in Cement Factory32 pages
- FLS - QCX FLA100 Automatic Free Lime AnalyserNo ratings yetFLS - QCX FLA100 Automatic Free Lime Analyser2 pages
- Pitot Tube Pressure To Air Speed Conversion TableNo ratings yetPitot Tube Pressure To Air Speed Conversion Table1 page