RBD Machine capability study for Milling surface finish with decided Attribute method np CHART
ENGINEERS, Part Number : C001-L1764 Sample Size : 125 Operation : Milling Operator : Atul
AHMEDABAD Parameter : Surface finish on Lug Frequency : Continue Machine Name / No. : 4 Date / Shift : 31.01.2014
Calculations :
1.00
Calculated Control Limits :
0.90
np1 + np2 + …..+ npk
np =
0.80
k
0.70 np = 0
0.60
0.50 UCL =
0.40 UCL = 0
0.30
LCL =
0.20
0.10 LCL = 0
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Remarks :
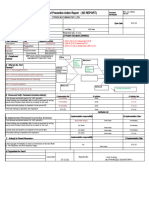
Sample (n) 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 Process parameter Set:
Discrepancies
Number
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Speed: 137 RPM
(np, c)
Reason
Feed: 31.5 mm/min
Code
Date 31.01.2014
Conclusion: Process parameter valided.
Time Continuous
REASON CODE :
Note : Any change in people, material, equipment, method, environment or measurement 1 Resetting 5 Maintenance
systems should be noted. These notes will help you to take corrective or process 2 Operator Change 6 Break Down Prepared By: Approved By:
improvement action when signaled by the control chart. 3 Tool Change 7 Change of Material Sumit Milesh
4 Lunch Break 8
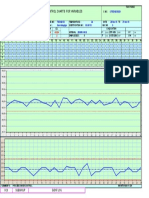
� RBD Control Chart For Attribute Data np CHART
ENGINEERS, Part Number : C001-L1764 Sample Size : 125 Operation : Milling Operator : Atul
AHMEDABAD Parameter : Surface finish on Lug Frequency : Continue Machine Name / No. : 4 Date / Shift : 29.01.2014
Calculations :
6.00
Calculated Control Limits :
5.00 np1 + np2 + …..+ npk
np =
k
4.00
np = 0.8
3.00
2.00 UCL =
1.000.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 UCL = 3.25927
0.00
LCL =
-1.00 LCL = -1.65927
-2.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Remarks :
Sample (n) 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 Process parameter Set:
Number
Discrepancies
0 0 0 5 0 0 0 0 3 0 0 0 0 0 0 5 0 0 0 0 0 2 5 0 0 Speed: 270 RPM
(np, c)
Reason
3 1 1 1 Feed: 78 mm/min
Code
Date 29.01.2014
Conclusion: Invalid Process parameter.
Time Continuous
REASON CODE :
Note : Any change in people, material, equipment, method, environment or measurement 1 Resetting 5 Maintenance
systems should be noted. These notes will help you to take corrective or process 2 Operator Change 6 Break Down Prepared By: Approved By:
improvement action when signaled by the control chart. 3 Tool Change 7 Change of Material Sumit Milesh
4 Lunch Break 8
� RBD Control Chart For Attribute Data np CHART
ENGINEERS, Part Number : C001-L1764 Sample Size : 5 Operation : Milling Operator : Atul
AHMEDABAD Parameter : Surface finish on Lug Frequency : Continue Machine Name / No. : 4 Date / Shift : 29.01.2014
Calculations :
6.00
Calculated Control Limits :
5.00 np1 + np2 + …..+ npk
np =
k
4.00
np = 0.56
3.00
2.00 UCL =
1.00 UCL = 2.67554
0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56 0.56
0.00
LCL =
-1.00 LCL = -1.55554
-2.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Remarks :
Sample (n) 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 Process parameter Set:
Discrepancies
Number
0 0 0 0 0 0 0 0 2 5 0 0 0 0 0 0 0 0 0 0 0 2 5 0 0 Speed: 190 RPM
(np, c)
Reason
3 1 Feed: 50 mm/min
Code
Date 29.01.2014
Conclusion: Invalid Process parameter.
Time Continuous
REASON CODE :
Note : Any change in people, material, equipment, method, environment or measurement 1 Resetting 5 Maintenance
systems should be noted. These notes will help you to take corrective or process 2 Operator Change 6 Break Down Prepared By: Approved By:
improvement action when signaled by the control chart. 3 Tool Change 7 Change of Material Sumit Milesh
4 Lunch Break 8