0% found this document useful (0 votes)
72 views3 pagesFlux Cored Arc Welding Guide
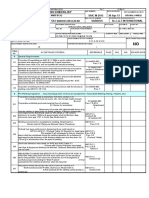
The document provides information on flux cored arc welding of carbon steel structures following codes like AWS D1.1 and D1.3. It discusses the welding procedure, base metals, joint preparation, essential variables and quality requirements for the welds.
Uploaded by
gufasCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
72 views3 pagesFlux Cored Arc Welding Guide
The document provides information on flux cored arc welding of carbon steel structures following codes like AWS D1.1 and D1.3. It discusses the welding procedure, base metals, joint preparation, essential variables and quality requirements for the welds.
Uploaded by
gufasCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
/ 3