0 ratings0% found this document useful (0 votes)
1K views25 pagesDistillation - Tutorial Problems
Distillation tutorial problem
Uploaded by
Kusuma PriyaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
0 ratings0% found this document useful (0 votes)
1K views25 pagesDistillation - Tutorial Problems
Distillation tutorial problem
Uploaded by
Kusuma PriyaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
You are on page 1/ 25
286 Mass Transfer—Theory and Practice
2.
WORKED EXAMPLES
1. Compute the equilibrium data from the following data at 760 mm Hg
pressure and calculate the relative
volatility.
VP of A, mm Hg | 760 | 830 | 920 | 1060| 1200] 1360
VP of B, mm Hg | 200 | 350} 420] 550) 690] 760
P; = 760 mm Hg
Solution.
P,,mmHg |760 | 830 | 920 | 1060 ] 1200] 1360
Ps,mmHg |200 | 350 | 420 |550 | 690 | 760
=| (Pr=Pa) —| Pata)
We know that *4 -|& apy | anda =|
—| r-Pa)
x-[$E iy 10 0.854] 0.68 | 0.412 [0.137 }0
P,
=| 222] 1.0 | 0.933 | 0.823 | 0.575 | 0.216 |o
7
@,, = VP of AVP of B| 3.80 2.37 [2.19 |1.93 | 1.74 |1.79
Average relative volatility: 2.303
The vapour pressure data for n-Hexane —n-Octane system is given below.
Compute the equilibrium data and relative volatility for the system at a total
pressure of 101.32 kPa.
TC | piracy | PokPa)
68.7 101.32 16.1
79.4 136.7 23.1
93.3 197.3 37.1
107.2 284.0 57.9
125.7 456.0 101.32
Distillation 287
Solution.
TC mn | n—Octane ax
Hexane | PakPa(B) 7° [+@-pa
P, kPa
(A)
687 101.32 161 629 | __1.000 1.00 1.000
94 136.7 Bl 592| 0.689 0930 093
933 1973 371 532]; 0401 0781 0.783
1072 2840 379 491 | __ 0.192 0538 0562
125.7 4560 | 101.32 450 0 0 0
3. Compute x-y data at 1 atm. Pressure from the following data:
T 80.1 85 90 95) 100} 105} 110.6
VP, 760} 877| 1016} 1168) 1344] 1532] 1800
VPp -| 345) 405} 475] 577} 645] 760
Solution.
T 80.1 | 85 | 90 | 95 | 100 | 105 | 110.6
VP, 760 | 877 | 1016 | 1168 | 1344 | 1532 | 1800
vP, | — | 345 | 40s | 475 | 577 | 645 | 760
a=} _ | 254] 2.51 | 2.46 | 233 | 238 | 2.37
VP,
(AMS! Qgverage = 2.43)
1.0 | 0.78 | 0.58 | 0.411 | 0.239 | 0.13 | 0
1.0 | 0.9 | 0.777 | 0.632 | 0.423 | 0.26 | 0
4. A solution of methanol and ethanol are substantially ideal. Compute the
VLE for this system at 1 atm pressure and relative volatility.
1473.11
Jog [P, mm] setianot = 7.84863 - G39 7 eG
1554.3
log [P, mm] ganot = 8.04494 — 359 Ee oy,
Solution.
In this problem one has to compute the vapour pressure values at different
temperatures. The temperature range is fixed by keeping the pressure as
288 Mass Transfer—Theory and Practice
760 mm Hg for each component. Thus, in the following equation for
Methanol,
1473.11
(230 + °C)
Setting the vapour pressure as 760 mm Hg (at BP, vapour pressure equals
the prevailing pressure), we get the temperature as 66.53°C, which is the
boiling point of Methanol. Similarly, by setting P as 760 mm Hg in the
equation for ethanol,
log [P, mm] Methanot = 7.84863 -
1554.3
log [P, mm] prnanoi = 8.04494 — 26+
we get the boiling point of Ethanol as 78.33°C. This fixes the range of
temperature.
rc 66.53 | 70 2 14 16 8 78.33]
V.P. of Methanol,
P.mm 760 | 867.5 | 934.94 |1006.6 1082.79 1163.6 |1177.4
V.P. of Ethanol,
P,mm 467.8 | 541.77 | 588.66 | 638.9 | 692.66 | 750.14 | 760
Relative volatility,
P,
a= p 1.625] 1.601] 1.588] 1.576] 1.563, 1.551 | 1.549
-7i=?s
*4= (P= Pp) 1.0 0.67 | 0.495] 0.329] 0.173 0.024 | 0.0
= Paka
yap 1.0 0.765] 0.609] 0.436] 0.244 0.0365] 0.0
Average relative volatility = 1.579
5. Methanol and Ethanol form an ideal solution. Compute the VLE data at
760 mm Hg pressure,
Vapour pressure Data:
Vapour pressure, mm Hg | 200 | 400 | 760 | 1520
Temperature,°C, Ethanol | 48.4 | 62.5 | 78.4| 97.5
Temperature,°C, Methanol | 34.8 | 49.9 | 64.7| 84.0
Plot vapour pressure vs temperature for both the components and compute
T vs. VP for Methanol and T vs. VP for Ethanol as shown in Fig. 9.34.
Distillation 289
Solution.
100
oo Ethanol
80+
2 ”| Methanol
oo ana
50
40
30
200 400 600 800 1000 1200 1400 1600
Vapour pressure, mm Hg
Fig. 9.34 Example 5 Vapour Pressure-temperature plot.
vP.of | VP. of a a
Tempera. | Ethanol, | Methanol, | x4 = 7p— Bs | Ya == 2
mm Hg (B) | mm Hg (A) 4 Pe *
647 430 760 10 10
670 470 830 0.806 0.880
70.0 540 950 0.537 oon
30 620 1080 0.304 0.432
16.0 700 1200 0.120 0.189
784 760 1300 00 0.0
6. It is desired to separate a feed mixture containing 40% heptane and 60%
ethyl benzene, such that 60% of the feed is distilled out. Estimate the
composition of the residue and distillate when the distillation process is (i)
equilibrium distillation, and (ii) differential distillation.
Equilibrium Data:
x} 0} 0.08 | 0.185 | 0.251 | 0.335 | 0.489 | 0.651 | 0.79 | 0.914 | 1.0
y] 0} 0.233 | 0.428 | 0.514 | 0.608 | 0.729 | 0.814 | 0.910 | 0.963 | 1.0
x, y: Mole fraction of heptane in liquid and vapour phase respectively.
290 Mass Transfer—Theory and Practice
Solution.
(i) Plot the equilibrium data and draw the diagonal.
Draw a line with a slope of -W/D = — 0.4/0.6 = —0.667 from a point on the
diagonal corresponding to xp = 0.4 and its intersection on the equilibrium
curve and read them as x, and yp as shown in Fig. 9.35.
Xp = 0.24 and yp = 0.5
0 0.2 04 06 08 1.0
x—
Fig. 9.35 Example 6 Solution for flash distillation.
(ii) Compute and plot it against x as shown in Fig. 9.36
yrx
O {0.08 [0.185 [0.251 | 0.335 |0.489 [0.651 |0.79 | 0.914 1.0
0 |0.233 |0.428 |0514 |0.608 |0.729 |0814 |091 |0.963 | 1.0
© |0.153 |0.243 |0.263 |0.273 |0.240 |0.163 |0.12 {0.049 | 0
a |654 |4.12 |380 |366 |417 |613 |833 |2041 |a
We know that
de fF] gf 1
.o-n "w= loa] = 0916
By trial and error, find the x-co-ordinate which will give the area under the
curve as 0.916 from zp = 0.4. x, = 0.2. By making component balance,
Yp = 0.533.
Distillation 291
01 0.2 04 06 08
x—
Fig. 9.36 Example 6 Solution for differential distillation.
7. A feed mixture containing 50 mole % Hexane and 50 mole % Octane is fed
into a pipe still through a pressure reducing valve and flashed into a
chamber. The fraction of feed converted to vapour is 0.6. Find the
composition of the distillate and residue
x 0 45 19.2 | 40 | 69 100
y 0 17.8 53.8 | 78 | 93.2 100
x, y mole percent of Hexane in liquid and vapour phase respectively
Solution.
Draw the equilibrium curve and diagonal. From the feed point draw a line
with a slope of
w)__04
[-% =~ 9g = 0.667
From graph shown in Fig. 9.37, we get
.275, yp = 0.65
xy =
292 Mass Transfer—Theory and Practice
1.0
02275 94 05 06 08 1.0
x—
Fig. 9.37 Example 7 Flash distillation.
8. A equimolar feed mixture containing A and B is differentially distilled such
that 70% of the feed is distilled out. Estimate the composition of the
distillate and residue.
Equilibrium data
x {0 |1 |8 | 14] 21} 29 | 37 | 46 | 56 | 66 | 97) 100
y |0 |3 | 16] 28] 39] 50| 59 | 65 | 76 | 83 | 99] 100
x, y: mole fraction of benzene in liquid and vapour phase respectively.
Solution.
x © | 0.01 | 0.08 | 0.14 | 0.21 | 0.29 | 0.37 | 0.46 | 0.56 | 0.66 | 0.97} 1.0
y 0 | 0.03 | 0.16 | 0.28 | 0.39 | 0.50 | 0.59 | 0.65 | 0.76 | 0.83 | 0.99 | 1.0
yr O | 0.02 | 0.08 | 0.14 | 0.18 | 0.21 | 0.22 | 0.19 | 0.20 | 0.17} 0.02] 0
Distillation 293
1
Plots against x as shown in Fig. 9.38
We know that,
ae yy)
in (y-x) LW
Let the feed be 100 moles
Therefore, D = 70 moles and W = 30 moles
tof] er 2°
Ey In| ay | =!] Jo | = 1.204
soe
By trial and error, locate x, such that J Q—x) = 1.204
We get, Xy = 0.23
Making material balance, we get
F=W+D
Fre = W xy + Dyp
Substituting for various quantities, we get
100 x 0.5 = 30 x 0.23 + 70 x yp
Solving, we get,
yp = 0.616
ow.
Xp
00
02 040506 08 10
Xe—
Fig. 9.38 Example 8 Solution for differential distillation.
294 Mass Transfer—Theory and Practice
9. A liquid mixture of components A and B containing 30 mole percent A is
10.
subjected to differential distillation. What percentage of the original mixture
must be distilled off in order to increase the concentration of A in the residue
to 65 mole percent?
The relative volatility of B in respect of A is 2.15.
Solution.
Fx0.4615 7
Ww
nv
come
=|>
a
i
. F
Solving, t |= a7
‘olving, we ge [| 115
Therefore, if F = 100 kmol, W = 12.91 kmol.
Hence, 87.09% of feed has to be distilled.
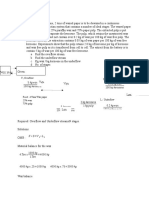
Nitrobenzene (NB) has to be steam distilled. If the vaporization efficiency
is 85%, estimate the amount of nitrobenzene in the distillate if 100 kg of
steam is present in distillate. The distillation takes place at a total pressure
of 760 mm Hg.
Vapour pressure data for nitrobenzene:
TC 44.4 | 71.6 | 84.9 | 99.3 ]115.4|125.8 |139.9| 185.8 |210.6
VP of NB mm Hg 1 5 |10 | 20 | 40 | 60 |100 |400 |760
Vapour pressure of water:
T’C 20 40 60 80 100
VP of water, mm Hg 17.5 | 55.3 | 149.4 | 355.1 | 760
TC) |71 B 80 82 90 96 100
Ps 5 15S 9 10 14 175 21
Pa 242.5 | 340 355 4125 | 515 605 760
Solution.
From total vapour pressure curve: Boiling point of mixture = 99.0°C
At 99°C, vapour pressure of nitrobenzene = 20 mm Hg
vapour pressure of water = 740 mm Hg *
Distillation 295
Vaporization 7 = [(Actual NB/Actual water)]
Actual NB
Actual water .
] (all in moles)
Theoretical NB
Theoretical water
0.85 =
Actual NB
Theoretical NB |
Actual water
Be ee water
= 0.85 x 20123 1 of NB/kg of steam
740 x 18
= 0.85 x0.1847 = 0.157 kg of NB/kg of steam
Mass of NB per 100 kg of steam = 15.7 kg
800
760
700
‘Sum of vapour
pressures
650
550
eeeaee
8 8 8 8
Vapour pressure, mm Hg —=
»
8
a a
20 40 60 80 100 120 140 160 180 200 220
To
Fig. 9.39 Example 10 Determination of boiling point for steam distillation.
296
1.
Mass Transfer—Theory and Practice
A methanol-water solution containing 36 mole % methanol at 26.7°C is
continuously distilled to yield a distillate containing 91.5 mole % methanol
and a residue containing 99 mole % water. The feed enters at its bubble
point. Distillate is totally condensed and refluxed at its bubble point. (i) Find
the minimum reflux ratio. (ii) For a reflux ratio of 3, estimate the number
of plates by Ponchon-Savarit method.
Enthalpy data:
xory mole Enthalpies of Enthalpies of
fraction of saturated liquid Saturated vapour
methanol kJ/mol kJ/mol
0 8000 48000
1 7500 39000
Equilibrium data:
x, % 4 10 20 30 50 70 90 95
y % | 23 42 58 66 8 87 96 | 98.15
x, y are mole fractions of methanol in liquid and vapour phase respectively.
Solution.
(i) xp = 0.36, x, = (1 - 0.99) = 0.01, Xp = 0.915
Both feed and Reflux are at bubble point.
Plot H-x-y diagram and xy diagram as shown in Fig. 9.40.
By intrapolation, Hg, = 39765 kJ/kmol
Locate F corresponding to xr = 0.36 on the bubble point curve.
Through F draw a tie line and extend it to intersect the vertical line drawn
at xp = 0.915
nin (from graph) = 62500 ki/kmol
_ @rin = He) _ (62500 - 39765)
Rain = (He, —H;,) ~ (39765— 7542.5) ~ 705°
Minimum reflux ratio = 0.7056
Gi) For R=3
(Q'-He) __(Q’-39765)
R= (He, = H,,) 39765 -7542.5)
QO = 136432.5 kJ/kmol
Distillation 297
140000.
420000:
100000
80000
07
05.
04
0.2
0.1
Xy= 0.01 0.915
6% 0.2 04 06 08 xp 1.0
x—
Fig. 9.40 Example 11 Ponchon-Savarit method.
298 Mass Transfer—Theory and Practice
12.
We know that Ap, Aw and F(Zp, Hp) lie on a straight line
(Zp -Z) _ (Hp -0")
(xp - tr) (Q’- Hr)
Q” = -73004.5 kJ/kmol
Locate Ap(Q’, xp) and A,(Q”, x,) on H,y diagram. Randomly draw
construction lines starting from Ap and A, and obtain the operating curves
for both sections on xy-diagram. Stepwise construction between equilibrium
curve and operating curve will give the number of stages.
Number of stages (including reboiler) = 6
Number of plates in tower = 6 - 1 = 5
A continuous distillation column is used to separate a feed mixture at its
boiling point, containing 24 mole % acetone and 76 mole % methanol into
a distillate product containing 77 mole % acetone and a residue product
containing 5 mole % acetone. A reflux ratio of twice the minimum is to be
used. The overall plate efficiency is 60%. Determine the number of plates
required for the separation.
Equilibrium data:
x | 0.0] 0.05] 0.1 | 0.2 | 0.3 | 04 | 05 | 06 | 0.7 108 109 [1.0
y | 0.0 [0.102 |0.186 | 0.322 | 0.428 |0.513 | 0.586 | 0.656] 0.725 |0.82 | 0.9 [1.0
Solution.
x, y Mole fraction of acetone in liquid and vapour phase respectively.
xp= 0.24, xp =0.77, x, = 0.05
Rectuat = 2Rmin
Noverar = 60%
Plot xy diagram and draw the feed line with its corresponding slope of
infinity to equilibrium curve and let it be F. Let the point D on the diagonal
corresponds to Xp. Join DF and extend it to y-axis. The point of intersection is
= 0.19 (from Fig. 9.41)
. Rin = 3.053
Rectuat = 6-106
xp 0.77
Resa #1 = 7.106 ~ 108
Locate 0.108 on y-axis and let it be A. Join AD. The point of intersection of
AD with feed line is Q. DQ is the operating line for enriching section. Locate
W on diagonal corresponding to xw = 0.05. Join W and Q. WO is the
operating line for stripping section. By stepwise construction the number of
stages = 14 (including reboiler)
o Number of plates is 13 (Theoretical)
Actual number of plates = 2 = 21.7, ie. 22 plates
Distillation 299
02 04 06 08 10
—
Fig. 9.41 Example 12 McCabe-Thiele method.
13. A fractionating column separates a liquid mixture entering at 5000 kmol/h
containing 50 mole % A and 50 mole % B into an overhead product of
95 mole % A and a bottom product of 96 mole % B. A reflux ratio of twice
the minimum will be used and the feed enters at its boiling point. Determine
the number of theoretical stages required and the location of feed point.
Equilibrium data:
x | 0.03 | 0.06 | 0.11 | 0.14 | 0.26 | 0.39 | 0.53 | 0.66 | 0.76 | 0.86} 1.0
y | 0.08 | 0.16 | 0.27 | 0.33 | 0.50 | 0.63 | 0.71 | 0.83 | 0.88 | 0.93 | 1.0
+, y mole fraction of A in liquid and vapour phase respectively.
Solution.
xp=05, xp = 0.95, xy = 0.04
Feed-saturated liquid
F = 5000 kmol/h
Total condenser
(@ Total material balance
F=D+W
Component balance
Fp = Dxp + Wxy
5000=D+W a)
300 Mass Transfer—Theory and Practice
(5000 x 0.5) = (D x 0.95) + (W x 0.04) (2)
5000=D+W
Distillate D = 2527.5 kmol/h
Residue W = 2472.5 kmol/h
Gi) Rmin = (& - YO" - ¥’)]
(0.95 — 0.720)
Rain = [ (0.720 - | ee
Also, by graphical xp/(Rmin + 1) = 0.46 and Ryin = 1.065
Gil) Recua = 2 % Rnin
Racal = 2 X Rmin = 2X 1.045 = 2.09 (Taking Rin Value as 1.045)
Xp _ 095
R+) ~ Gooey ~ 07
With the above intercept, draw both enriching and stripping operating curves.
By McCabe-Thiele method,
Number of plates (including reboiler) = 11
Number of plates in tower = 11 - 1 = 10
The location of feed tray is 6th tray.
02 04 06 08 10
Fig. 9.42 Example 13 McCabe-Thiele method.
14. A mixture of benzene and toluene containing 38 mole % of benzene is to
be separated to give a product of 90 mole % benzene at the top, and the
bottom product with 4 mole % benzene. The feed enters the column at its
Distillation 301
boiling point and vapour leaving the column is simply condensed and
provide product and reflux. It is proposed to operate the unit with a reflux
ratio of 3.0. Locate the feed plate and number of plates. The vapour
pressures of pure benzene and toluene are 1460 and 584 mm Hg
respectively. Total pressure is 750 mm Hg.
Solution.
vapour pressure of pure benzene _ 1460 _
vapour pressure of pure toluene 584 ce
ax
+(@-Da)
Compute equilibrium data.
y
x 0 0.1 | 0.2 | 03 | 04 | 05 | 06 | 0.7 | 08 | 0.9 | 1.0
y O | 0.22 | 0.38 | 0.52 | 0.63 | 0.71 | 0.79 | 0.85 | 0.91 | 0.96 | 1.0
Draw the equilibrium curve, diagonal and locate feed, distillate and residue
points as shown in Fig. 9.43.
xp _ 09
[R+l] 341
we can get the number of stages.
No. of stages = 8 (including reboiler) and feed plate is 4
Locate the intercept = 2.25 and by stepwise construction
0 01 02 03 04 O05 06 OF 08 O09 10
x—
Fig. 9.43 Example 14 McCabe-Thiele method.
302
15.
Mass Transfer—Theory and Practice
It is desired to separate a mixture of 50% vapour and 50% saturated liquid
in a plate type distillation column. The feed contains 45 mole % A and the
top product is to contain 96 mole % A. The bottom product is to contain 5
mole % A. Determine the minimum reflux ratio and the number of
theoretical plates needed if a reflux ratio of twice the minimum is used.
Eq. data:
x 0 O.1 | 0.16] 0.3 | 04 | 05 | 06 | 0.7 | 08 | 09] 1.0
y. O {0.215 | 0.30 | 0.52 | 0.625 | 0.725 | 0.78 | 0.89 | 0.89 | 0.95 | 1.0
x,y: mole fraction of A in liquid and vapour phase respectively.
x JL
[e255 0.33
Solution.
0.96
Rain +1= 033
Reig = 1.909
q = 0.5 (Fraction of liquid)
. q |_ 05 _
Slope of q-line [4] =o5-17 1°
Ractusl = 2.0 X Rmin = 2.0 X 1.909 = 3.818
Yo _]__0.96
[a + i] = zg1ee1 01%
Number of stages = 10
1.0
08
06
| qrine slope = -1.0
04
02
Fig. 9.44 Example 15 McCabe-Thiele method.
16.
17.
Distillation 303
A fractionating column separates a liquid mixture containing 50 weight %
chloroform and 50 weight % carbon disulphide into an overhead product of
94 weight % CS, and a bottom product of 95 weight % chloroform. A reflux
ratio of twice the minimum will be used and the feed enters at its boiling
point. Determine the number of theoretical stages required.
Equilibrium data:
x | 0.03 | 0.06 | 0.11 | 0.14 | 0.26 | 0.39 | 0.53 | 0.66 | 0.76 | 0.86 | 1.0
y | 0.08 | 0.16 | 0.27 | 0.33 | 0.50 | 0.63 | 0.71 | 0.83 | 0.88 | 0.93 | 1.0
x, y mole fraction of carbon disulphide in liquid and vapour phase
respectively.
Solution.
Molecular weight of carbon disulphide = 76
Molecular weight of chloroform = 119.5
50 weight % of carbon disulphide,
xp= —+~4— = 0.611 (in mole fraction)
50, 50
76 119.5
Similarly, the distillate and residue compositions in terms of mole fraction
of carbon disulphide are yp = 0.961 and x, = 0.076 respectively.
yi
From graph (Fig. 9.45), ( R a i } = 0.49
‘min
Rrrin = 0.96
Rycy = 2 X Rin = 1.92
YD
=P _ | = 0.329 = 0.33
es (= + i)
Number of theoretical stages (from Fig. 9.45) including reboiler = 9
A laboratory rectification column is operated at atmospheric pressure and at
total reflux, for benzene-chlorobenzene mixture. Samples of liquid from the
condenser and reboiler analyze 95 mole percent benzene and 98 mole
percent chlorobenzene respectively. Assuming a perfect reboiler, a total
condenser, constant molal overflow and no heat loss from the tower,
calculate the actual number of plates in the column. The average plate
efficiency is 70%. The relative volatility of benzene to chlorobenzene
is 4.13.
304 Mass Transfer—Theory and Practice
1.0
08
06
y
04
0.33
02
Xp= 0.61 x, =0.961
00 &
02 04 06 08 1.0
xo
Fig. 9.45 Example 16 McCabe-Thiele method.
Solution.
ax
>" ¥@-Dal
Compute equilibrium data.
x}]o0 O.1 | 0.2 [ 03 04 | 05 | 06 | 0.7 | 08 | 09 | 10
y | 0 | 031 | 0.51 [0.64 0.73 | 0.81 | 0.86 | 0.91 | 0.94 | 0.97 | 1.0
Draw the equilibrium curve, diagonal and locate feed, distillate and residue
points.
By stepwise construction, the number of stages determined is 5.
Hence, the theoretical plates required is 4.
— 5.71 = 6.
Actual plates required will be 7>=
18.
Distillation 305
0 0.2 04 06 08 *0 14.0
x—
Fig. 9.46 Example 17 McCabe-Thiele method.
Alternatively, we can use the Fenske equation and determine the number of
stages.
YD = (qyNevs _*Ww
Oy)" Taw
0.95 Np, 0.02
(1- 0.95) = G13) (1- 0.02)
19 =(4.13)%P+! x 0.02041
Hence, Np + 1 = 4.82 stages =5 stages
Therefore, the theoretical number of plates = 4
Actual plates required will be a = 5.71=6
(Same as obtained from the graphical procedure)
A continuous rectification column is used to separate a binary mixture of
A and B. Distillate is produced at a rate of 100 kmol/hr and contains
98 mole % A. The mole fractions of A in the liquid (x) and in the vapour
(y) respectively from the two adjacent ideal plates in the enriching section
are as follows:
306 = Mass Transfer—Theory and Practice
x y
0.65 0.82
0.56 0.76
The latent heat of vaporization is the same for all compositions. Feed is a
saturated liquid. Calculate the reflux ratio and the vapour rate in the
stripping section.
Solution.
Yq = 0.82
Xq= 0.65
net Yn41 = 0.76
Solving, we get
0.76R + 0.76 = 0.65R + 0.98
Reflux ratio, R = 2
In the stripping section,
For a saturated feed q = 1.0
(G-G)
q=1.0=
F
19.
20.
Distillation 307
ie. G=G=L+D
= D(R + 1) = 100(2 + 1) = 300 kmolh
A continuous rectifying column treats a mixture containing 40% benzene
and 60% toluene and separates into a distillate product containing 98%
benzene and a bottom product containing 98% toluene. The feed enters as
a liquid at its boiling point. If a reflux ratio of 3.5 is used, estimate height
of the tower. The average height of a transfer unit is 0.7 m. The overall
resistance to mass transfers lies in vapour phase.
Equilibrium data:
x 0.1 0.2 0.3 04 0.5 0.6 0.7 0.8 0.9
y 0.22 | 0.38 | 0.51 | 0.63 | 0.70 | 0.78 | 0.85 | 0.91 | 0.96
x, y: mole fraction of benzene in liquid and vapour phase respectively.
Solution.
y 0.98 | 0.92 | 0.81 | 0.74 |0.655} 0.57 | 0.44 |0.318} 0.2 | 0.1 | 0.02
7 0.995 | 0.96 | 0.89 | 0.83 | 0.75 |0.655}0.543] 0.43 | 0.30 |0.183} 0.05
66.67} 25 | 12.5 |11.11}10.53}11.76} 9.71 | 8.93 | 10 |12.05)33.33
O’-y)
y is from operating line and y’ is obtained from equilibrium curve for a
specific x value.
xp=04, xy =(1-0.98)=0.02, R=35, HTU=07
[xp(R + 1)] = (0.98/ (3.5 +1)] = 0.218
Overall mass transfer lies in vapour phase. So the slope ~ [(I/kx)/ (1/ky)]
becomes vertical, y and y” values are obtained at the intersection of operating
and equilibrium curves.
dy
7 = 13.175
J [5 - si
Z = HTU x NTU = 0.7 x 13.175 = 9.22 m
Feed rate to a distillation column is 400 kmol/hr. The overhead product rate
is 160 kmoW/h. The mole fraction of more volatile component in distillate is
94%. The residue contains 5% of more volatile component. The reflux ratio
is 4. The mole fraction of vapour leaving a plate is 0.4, whereas the mole
fraction of liquid coming to the same plate is 0.3. Assuming constant molal
overflow, determine the condition of feed.
Solution.
Feed rate: 400 kmol/h
Distillate, D: 160 kmol/h
Therefore, flow rate of residue, W: 240 kmol/h
The composition of distillate xp = 0.94
308
Mass Transfer—Theory and Practice
01 02 03 04 05 06 07 08 09 10
+
70
65
60
50
45
30
25
15
10
0 02 04 06 08 10
Fig. 9.47 Example 19 packed distillation.
21,
Distillation 309
The composition of residue x,, = 0.05
Reflux ratio: 4
Ynet = 0.94
Xm = 0.05
We know that
Tn = Guy, + W (Eq. 9.67]
Since, the molal overflow rate is constant, L,,
_(_L Ww
Ym =| Pow = | Dow Jw (Eq. 9.94]
Substituting, we get,
240
0.4 0.05
240 )
Solving, we get
T= 880 kmol/h
From Eq. (9.67) we get .
Gust = Lm —W = 880 - 240 = 640 kmol/h = G,, = G (Due to constant
molal flow rate).
Feed rate = 400 kmol/h
p L
Reflux ratio = D* 4
Hence, L = 4D = 640 kmol/h.
L = 880 kmol/h
We also know that
L-L) _ (He -Hr)
92 = Ga (Eq. 9.110)
” L=L+qF
Substituting, we get
880 - 640 . a
9 = Jpg — = 0.6 (Fraction of liquid)
Hence, the feed is a mixture of 60% liquid and 40% vapour.
The feed rate to a binary distillation column is 200 kmol/hr and 75% of it
is vaporized. Distillate flow rate is 120 kmol/h with 95% composition of
more volatile component. Reboiler steam demand is 4000 kg/h. Latent heat
of steam used in reboiler is 2304 kJ/kg. Latent heat of liquid to be distilled
is 32000 kJ/kmol. Determine the reflux ratio.
310
-
Mass Transfer—Theory and Practice
Solution.
We know that L =L+qF (from Eq. 9.110)
G=(R+D (from Eq. 9.84)
From Eq. (9.111), we get
9 _ E-v., =@-
(G-G =Fq@-)
G=G+Fq-1)
ie. G=(R+1)D+ Fq-1)
Fraction of vapour = (1 - q) = 0.75
Fraction of liquid = q = 0.25
G = (R + 1)120 + 2000.25 - 1)
= (R + 1)120 - 150 = 120R - 30
G
Steam needed for the reboiler m, = wes
eam
m, Aseam = GAjeed = (120R ~ 30)Afeea
‘ms Asteam = 4000 x 2304 = 9.216 x 10° kI/nr
= (120R ~ 30)Afeea
ie. 9.216 x 10° = (120R — 30)32000
Solving, we get
R= 2.65.
EXERCISES
Compute the VLE data from the following vapour pressure data at 760 mm.
Hg. Pressure assuming ideal solution.
Temperature,°C 984 | 105 | 110 | 120 |1256
Vapour pressure of A, mm Hg | 760 | 940 | 1050 | 1350 | 1540
Vapour pressure of B, mm Hg | 333 | 417 | 484 | 650 | 760
Ans:
Xa | 1.0 | 0.655 | 0.487 | 0.157 | 0.0
ya | 1.0 | 0.810 | 0.674 | 0.279 | 0.0
You might also like
- Mass Transfer Calculations for Naphthalene and Benzoic AcidNo ratings yetMass Transfer Calculations for Naphthalene and Benzoic Acid3 pages
- Solution:: P Absolute Molal Humidity H PP 2.0624 100-2.0624 Kmol Water Vapour 0.02106 Kmol Dry Air ..... Ans. (A)100% (3)Solution:: P Absolute Molal Humidity H PP 2.0624 100-2.0624 Kmol Water Vapour 0.02106 Kmol Dry Air ..... Ans. (A)9 pages
- 11.1. Property Changes of Mixing: P N T, P N T, P0% (1)11.1. Property Changes of Mixing: P N T, P N T, P20 pages
- Material Balance Problems Involving Multiple UnitsNo ratings yetMaterial Balance Problems Involving Multiple Units11 pages
- Separation Process Compilation of Problem Set100% (5)Separation Process Compilation of Problem Set60 pages
- Module 02 Solutions Thermodynamics Theory SummaryNo ratings yetModule 02 Solutions Thermodynamics Theory Summary19 pages
- Module 2. Solutions Thermodynamics - Part 3No ratings yetModule 2. Solutions Thermodynamics - Part 346 pages
- 101.3 Kpa and 345 K. at 345 K, The Vapour Pressure of A Is 84.8 Kpa and That of B Is 78.2 Kpa. Calculate The Van Laar Constants100% (1)101.3 Kpa and 345 K. at 345 K, The Vapour Pressure of A Is 84.8 Kpa and That of B Is 78.2 Kpa. Calculate The Van Laar Constants11 pages
- 3.3 Problems On Single Effect EvaporatorNo ratings yet3.3 Problems On Single Effect Evaporator2 pages
- Problem Set - Day 2 Chemical Engineering PrinciplesNo ratings yetProblem Set - Day 2 Chemical Engineering Principles26 pages
- Mass Transfer Ecp 224: Unit 4: LeachingNo ratings yetMass Transfer Ecp 224: Unit 4: Leaching53 pages
- Chapter - 3 - Distillation - Ponchon Savarit Method67% (3)Chapter - 3 - Distillation - Ponchon Savarit Method41 pages
- Solution Thermodynamics: Theory: Partial Properties0% (1)Solution Thermodynamics: Theory: Partial Properties20 pages
- Che 126 Separation Processes: Module 4 - AdsorptionNo ratings yetChe 126 Separation Processes: Module 4 - Adsorption27 pages
- McCabe Thiele Method and Ponchan Savarit Method Comparision100% (1)McCabe Thiele Method and Ponchan Savarit Method Comparision3 pages
- Diffusion Mass Transfer Solved ProblemsNo ratings yetDiffusion Mass Transfer Solved Problems22 pages
- Separation Process Compilation of Problem Set100% (1)Separation Process Compilation of Problem Set55 pages
- FALLSEM2025-26 VL BCHE302L 00100 TH 2025-07-23 Module-1-PresentationNo ratings yetFALLSEM2025-26 VL BCHE302L 00100 TH 2025-07-23 Module-1-Presentation82 pages
- AY23-24 SEM1 - R16-R22 - Remedial Seating - 01-02-2024 - PMNo ratings yetAY23-24 SEM1 - R16-R22 - Remedial Seating - 01-02-2024 - PM3 pages
- Advanced Certification On Emerging Technologies - 2024No ratings yetAdvanced Certification On Emerging Technologies - 202413 pages
- Isothermal Continuous Stirred Tank ReactorNo ratings yetIsothermal Continuous Stirred Tank Reactor9 pages