0% found this document useful (0 votes)
162 views4 pagesCapstan Lathe Notes
The document summarizes the key features and differences between a capstan lathe and a turret lathe.
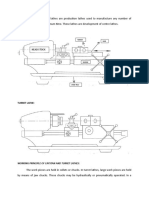
Capstan lathes have the turret head mounted on a short slide or ram fitted to the saddle, allowing only small longitudinal movement. Turret lathes directly mount the turret head to the saddle, allowing it to move across the entire bed. Capstan lathes are generally used for bar work, while turret lathes can handle both bar and chucking work. The main advantages of capstan and turret lathes are higher production rates and the ability to accommodate multiple tools.
Uploaded by
hashimtkmceCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
162 views4 pagesCapstan Lathe Notes
The document summarizes the key features and differences between a capstan lathe and a turret lathe.
Capstan lathes have the turret head mounted on a short slide or ram fitted to the saddle, allowing only small longitudinal movement. Turret lathes directly mount the turret head to the saddle, allowing it to move across the entire bed. Capstan lathes are generally used for bar work, while turret lathes can handle both bar and chucking work. The main advantages of capstan and turret lathes are higher production rates and the ability to accommodate multiple tools.
Uploaded by
hashimtkmceCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
/ 4