0% found this document useful (0 votes)
37 views22 pagesThe Future VSM
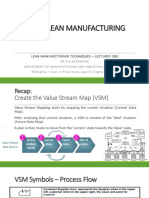
VSM Made Easy discusses value stream mapping and developing a future state map. The purpose is to highlight waste and eliminate it by implementing an improved future state. Key questions to answer when drawing the future state map include determining the takt time, whether to use a finished goods supermarket or build directly to shipping, where to implement continuous flow, and where pull systems are needed. The goal is to design a production process where individual steps are linked and produce only what is needed by the next step.
Uploaded by
Borja Arrizabalaga UriarteCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
37 views22 pagesThe Future VSM
VSM Made Easy discusses value stream mapping and developing a future state map. The purpose is to highlight waste and eliminate it by implementing an improved future state. Key questions to answer when drawing the future state map include determining the takt time, whether to use a finished goods supermarket or build directly to shipping, where to implement continuous flow, and where pull systems are needed. The goal is to design a production process where individual steps are linked and produce only what is needed by the next step.
Uploaded by
Borja Arrizabalaga UriarteCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
/ 22