0% found this document useful (0 votes)
3K views89 pagesPiercing & Blanking Die Design Guide
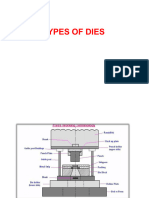
1) The document discusses the design and calculations involved in piercing and blanking dies, including calculating cutting forces, minimizing press tonnage, and center of pressure.
2) It describes the important design aspects of press elements like strippers, pilots, and different types of die sets.
3) Standard die sets include center pillar, diagonal pillar, and four pillar designs, while non-standard sets are customized for particular jobs when standard sets are unsuitable.
Uploaded by
Vipul MetaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
3K views89 pagesPiercing & Blanking Die Design Guide
1) The document discusses the design and calculations involved in piercing and blanking dies, including calculating cutting forces, minimizing press tonnage, and center of pressure.
2) It describes the important design aspects of press elements like strippers, pilots, and different types of die sets.
3) Standard die sets include center pillar, diagonal pillar, and four pillar designs, while non-standard sets are customized for particular jobs when standard sets are unsuitable.
Uploaded by
Vipul MetaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
/ 89