0% found this document useful (0 votes)
23 views37 pagesBasics of PLC Programming
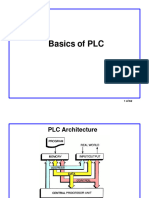
The document provides an overview of PLC memory organization, specifically for the S7-300 series, detailing the types of memory areas such as load, system, and work memory. It explains the program scan cycle, which includes input scanning, program execution, and output updating, as well as the various programming languages standardized by IEC 61131 for PLCs. Additionally, it covers bit logic instructions and addressing formats for inputs and outputs in PLC systems.
Uploaded by
sk.ngeno42Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
23 views37 pagesBasics of PLC Programming
The document provides an overview of PLC memory organization, specifically for the S7-300 series, detailing the types of memory areas such as load, system, and work memory. It explains the program scan cycle, which includes input scanning, program execution, and output updating, as well as the various programming languages standardized by IEC 61131 for PLCs. Additionally, it covers bit logic instructions and addressing formats for inputs and outputs in PLC systems.
Uploaded by
sk.ngeno42Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
/ 37