
Downloaded 54 times







The document discusses design of experiments (DOE) and provides details about: 1) DOE is a process optimization technique that relies on planned experimentation and statistical analysis to study multiple factors and their interactions. 2) Traditional experimentation methods study one factor at a time and ignore interactions, while DOE allows studying multiple factors and interactions using fewer experiments. 3) Steps for DOE include defining objectives, factors, responses, levels, and designing the experiment using full or fractional factorial designs such as orthogonal arrays.
Presentation by the Society of Statistical Quality Control Engineers on the Design of Experiments (DOE) as a critical process optimization technique.
DOE defined as a systematic approach to experimentation, maximizing data from planned experiments for process optimization.
Traditional experimentation methods are inefficient, studying one factor at a time and ignoring interactions, leading to lengthy experiments and potential errors.
DOE optimizes processes with fewer trials, considers interactions, utilizes ANOVA for data analysis, and employs Orthogonal Arrays for efficient designs.
Initial steps in DOE include defining objectives, identifying variable and fixed factors, and outlining response variables for the experiment.
Continued steps in DOE involve fixing factor levels, identifying necessary interactions, and preparing experimental designs.
Final steps involve conducting the experiments, recording data, analyzing results through ANOVA, identifying significant factors, and reporting optimum levels.
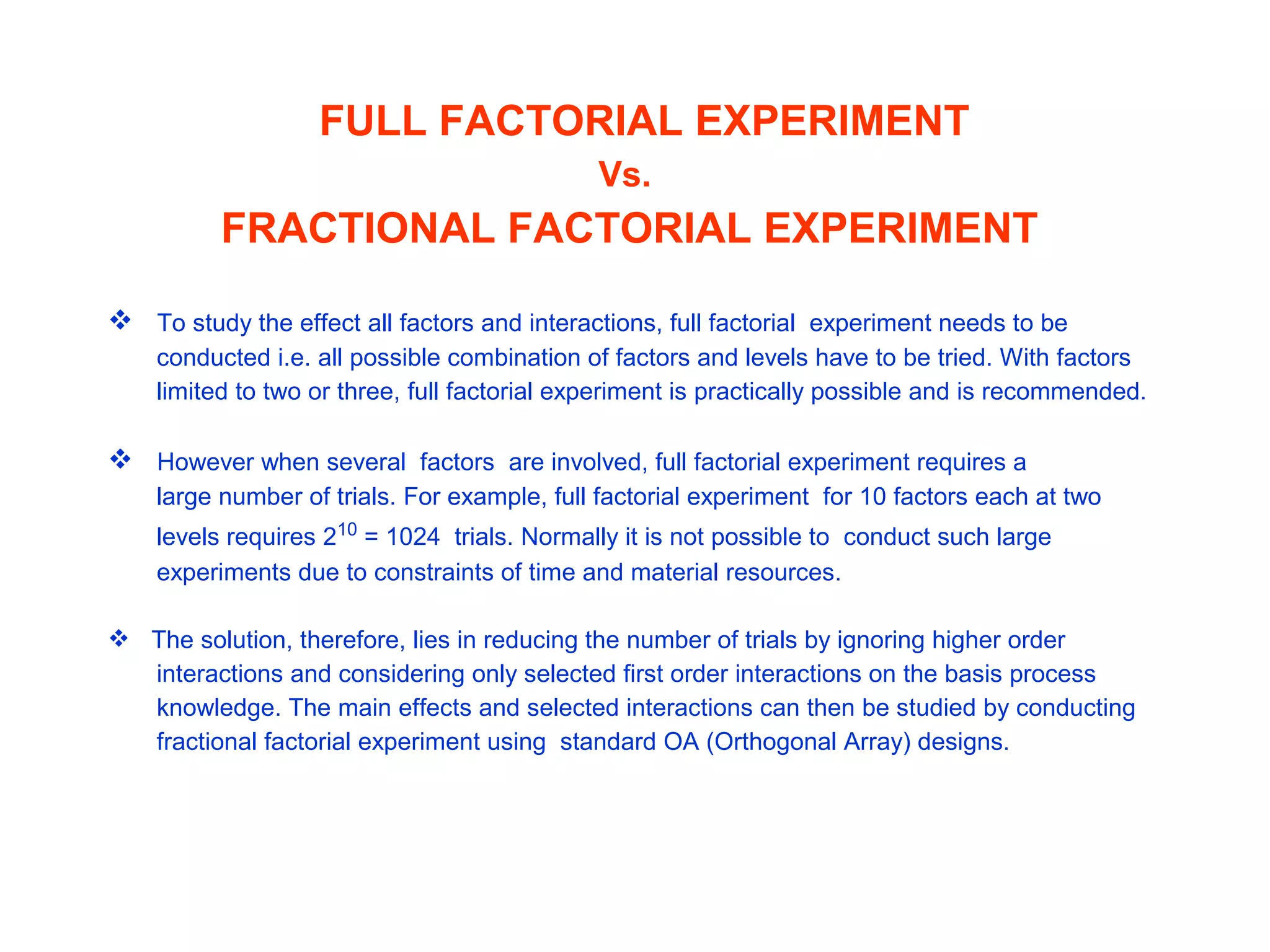
Full factorial experiments provide comprehensive data but may require impractical trials, whereas fractional factorial designs reduce trial numbers by focusing on significant interactions.
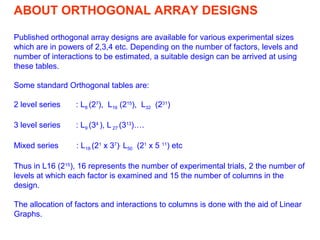
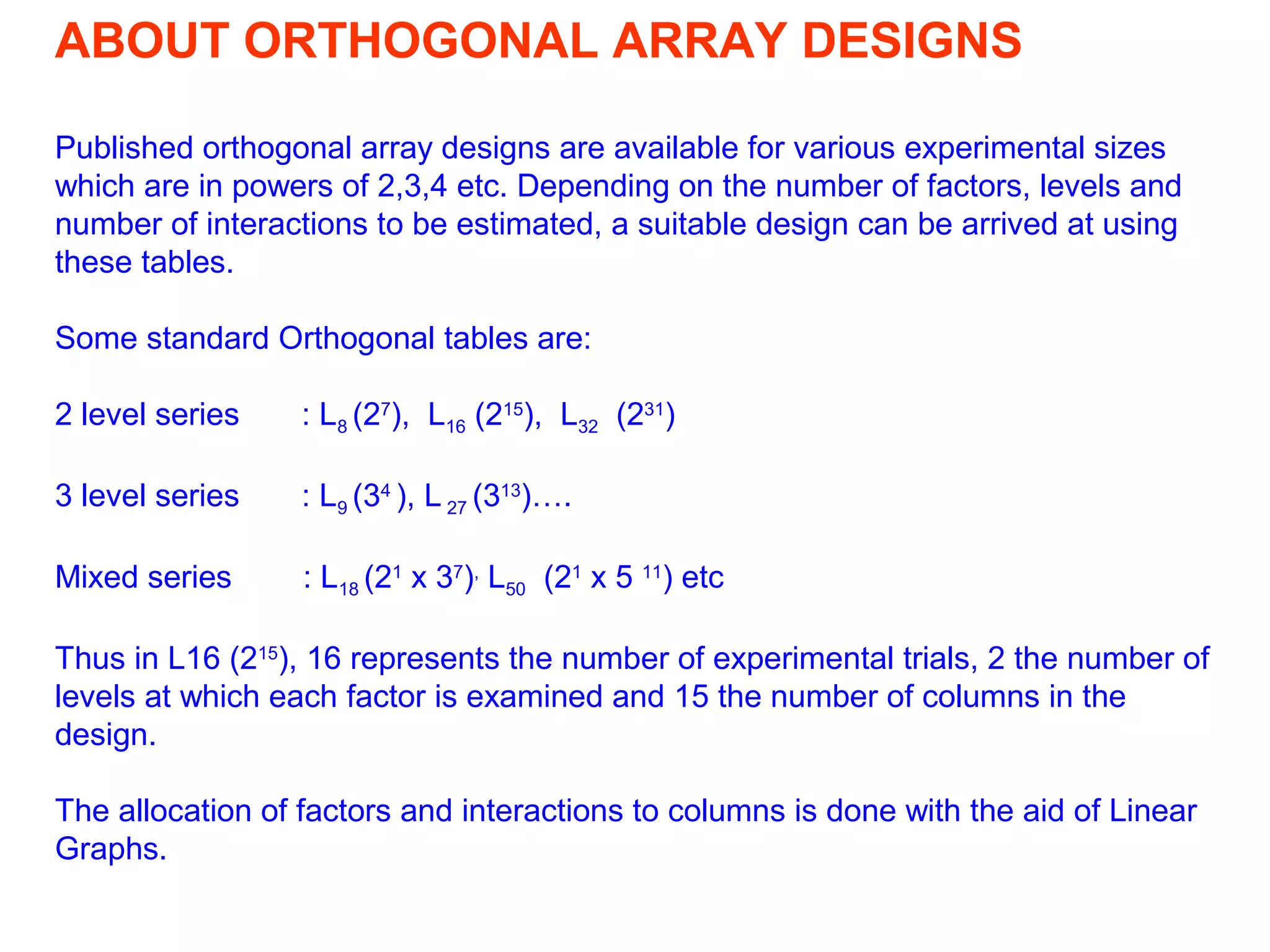
Published orthogonal arrays allow for efficient experimental designs based on factors and interactions, categorized into various levels.
Overview of practical examples to illustrate the application of DOE principles.
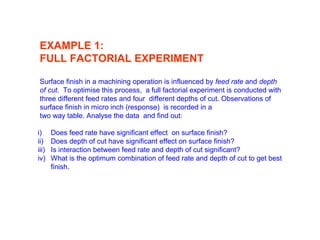
Case study on surface finish affected by feed rate and depth of cut using a full factorial experiment.
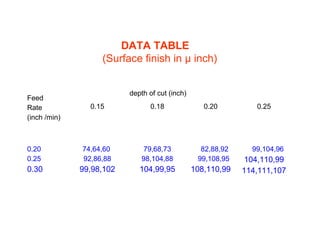
Data table recording surface finish related to different feed rates and depths of cut from the factorial experiment for further analysis.
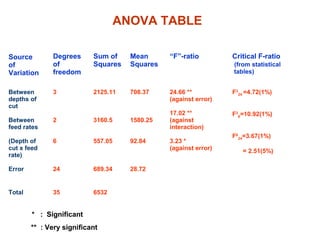
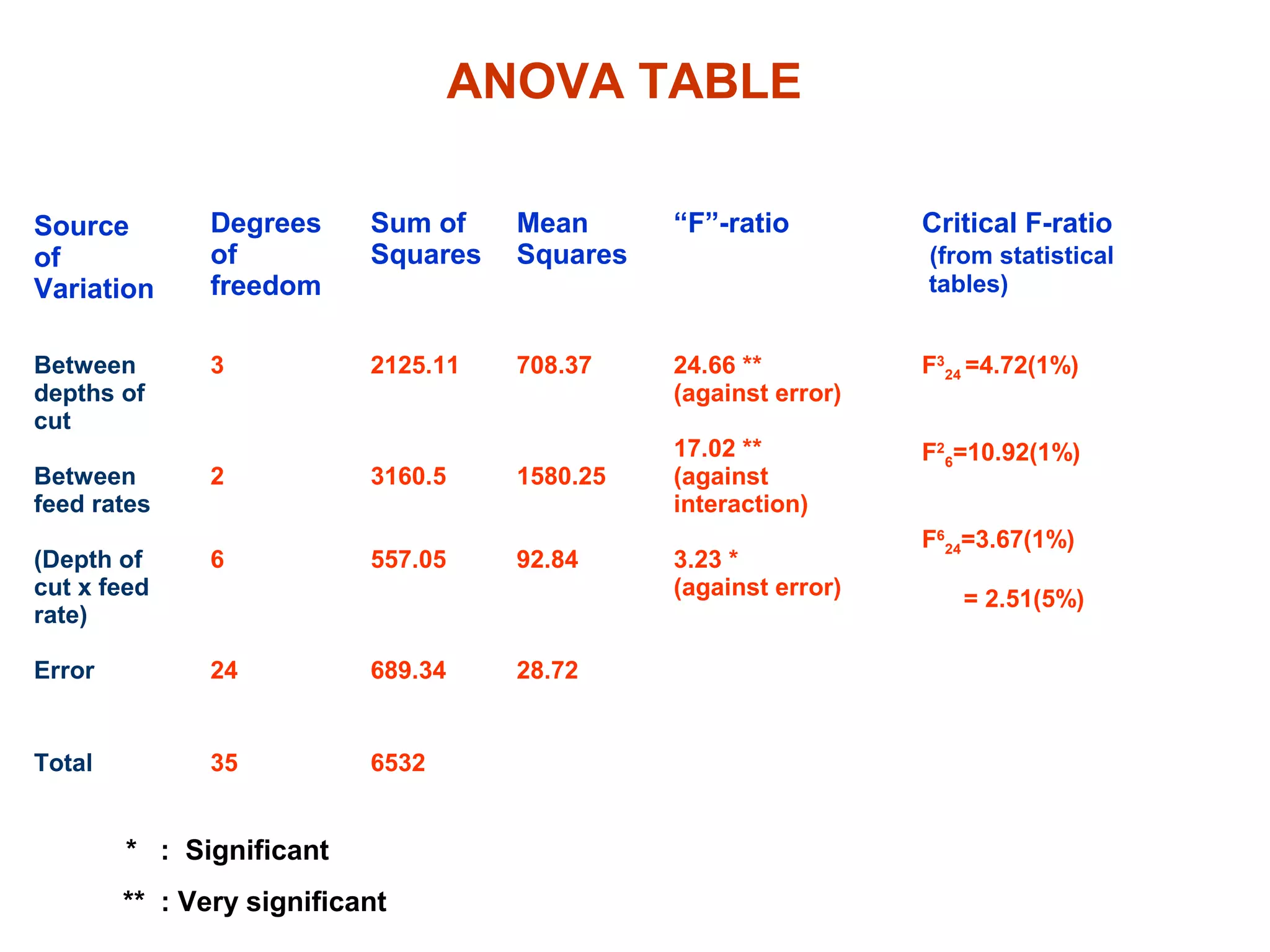
ANOVA results detailing variations due to depth of cut and feed rates, including significance levels of factors and their interactions.
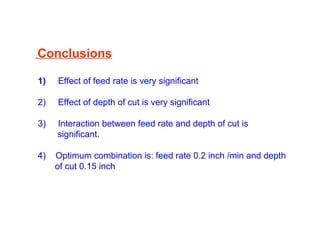
Key findings indicate significant effects of both feed rate and depth of cut on surface finish, with optimal parameters identified.
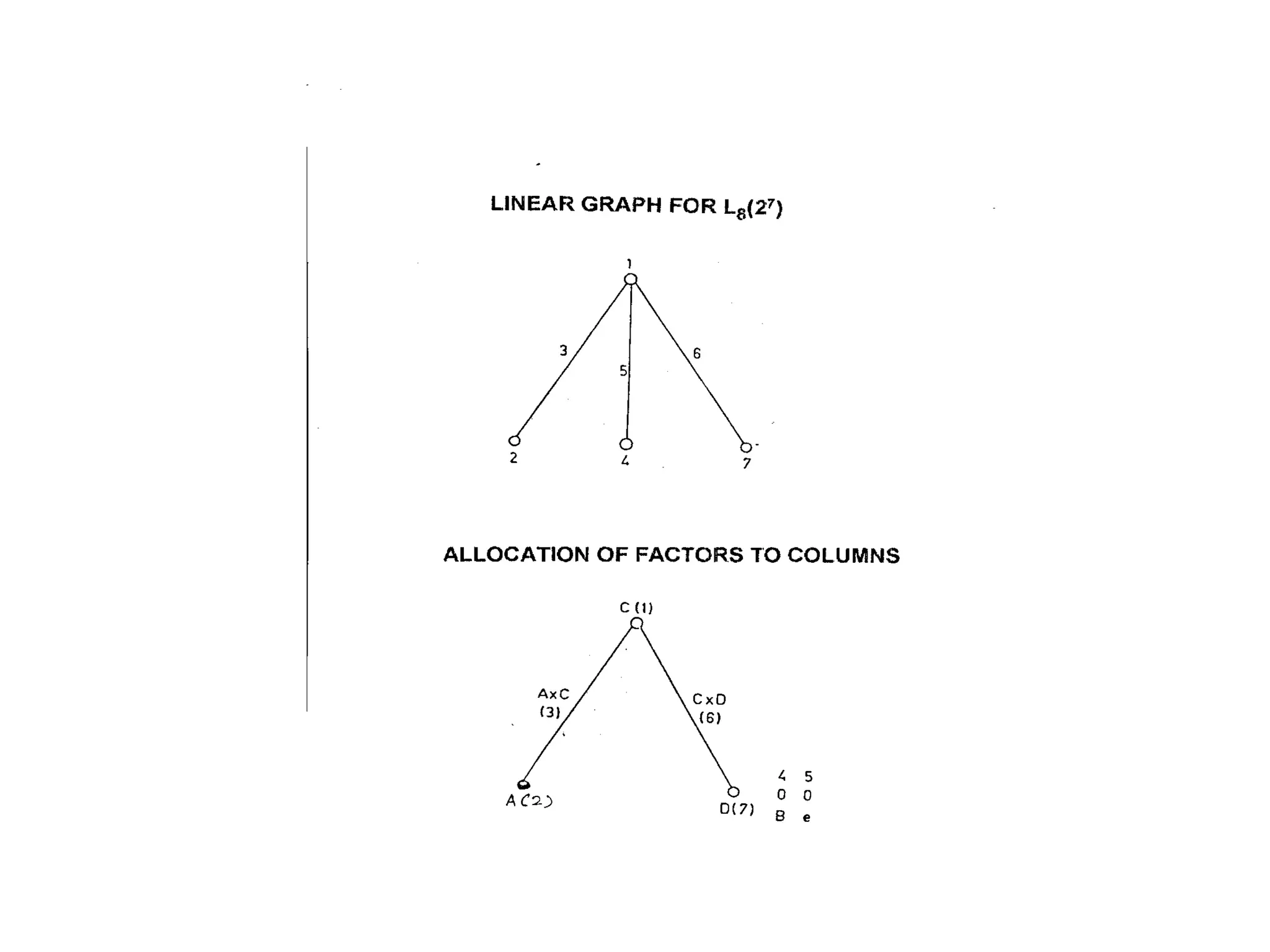
Design practice involves four factors with selected interactions to illustrate the application of orthogonal arrays in DOE.
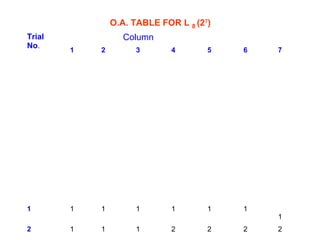
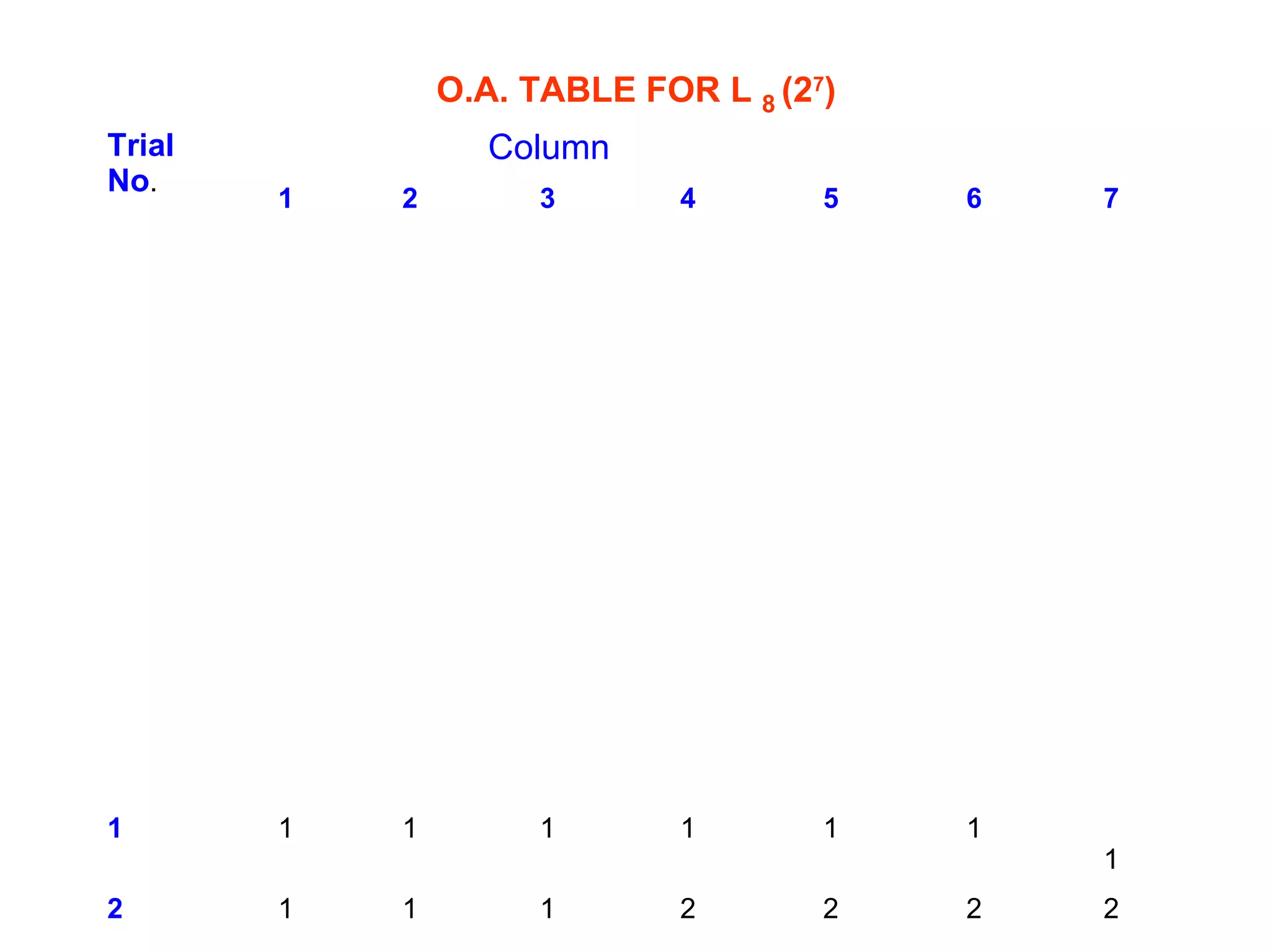
Formation of an orthogonal array table for systematic testing of factors in the designed experiment.
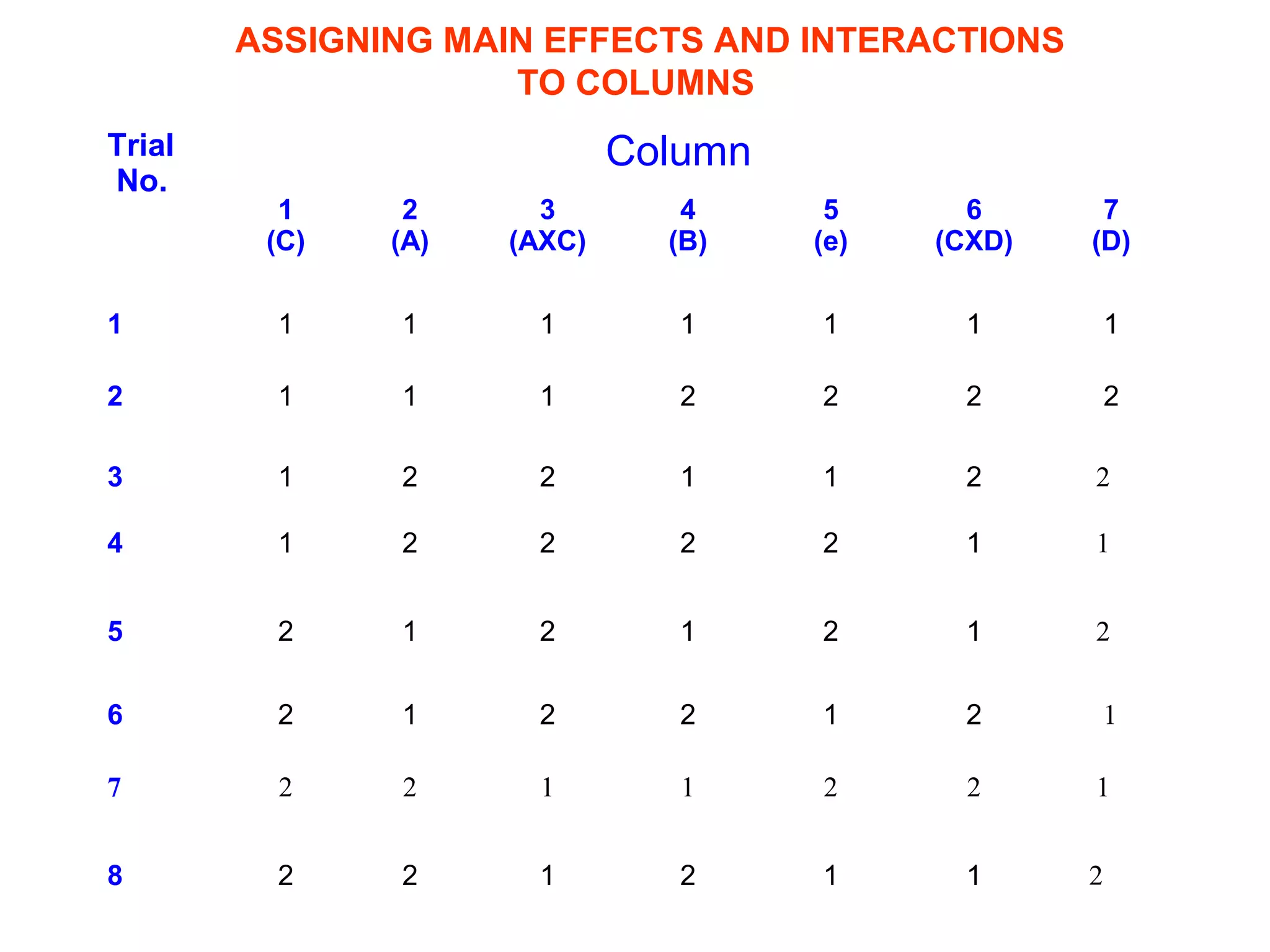
Methodology for assigning main effects and interactions to experimental design columns in orthogonal array.
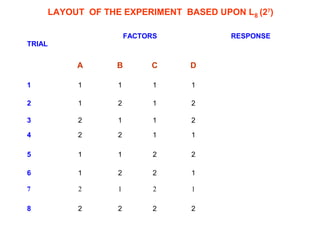
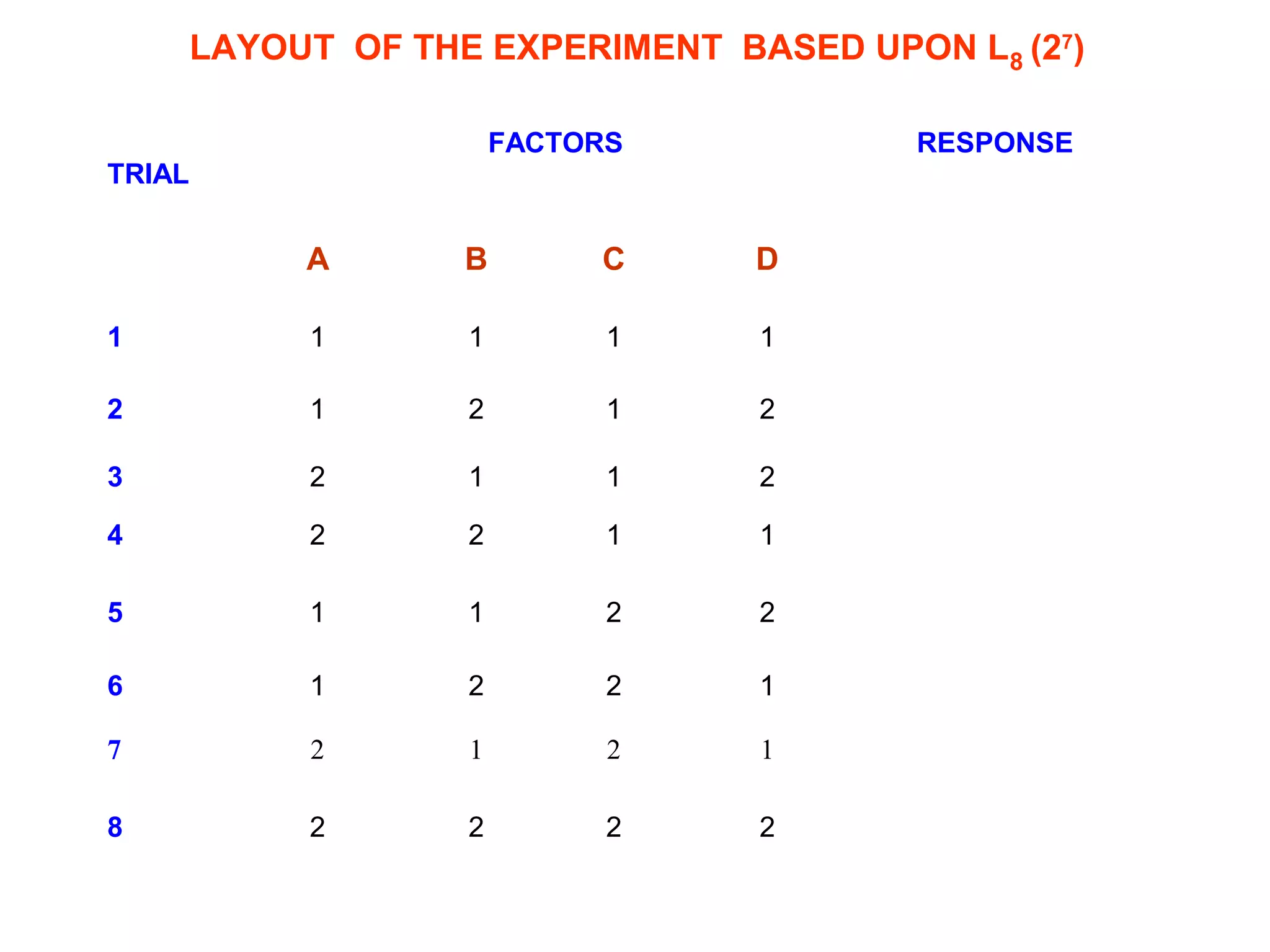
Final layout of the experimental design detailing factors and response variables for conducting the trial.














































































