Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
Document #:
Program:
Model Year:
RFQ # / Basis #:
Back Office Chief / Manager
Back Office Lead
Program Manager
Phase:
ECO #:
273959762.xls
Rev:
A
1444480
Template - Peel and Stick Heater PFMEA
N/A
N/A
Deana Borghi
Joe Hebda
Robert Hicks
N/A
Change Description:
Date:
Initial Release
Page 1 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
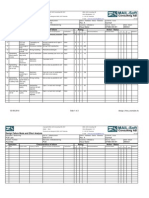
CORE PFMEA SHEET - SEAT HEATERS
Item Date
1.
10/282003
2.
3.
4.
2/4/2004
9/14/2004
9/9/2005
273959762.xls
Revisions
Converted Document from MPACT to Excel.
Updated with Password Protections, Added Revision Tab, Updated PFMEA Instruction, Created
Separate Tabs for Peel N' Stick and Sewn-In Systems.
Updated document with Significant and Critical symbols - Sept 04
Updated to reflect revised operational procedures & new Design template.
Page 2 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
Process Failure Mode Effects and Analysis (Heater PFMEA)
Instructions
All 2007 model year and beyond programs must utilize Heater Template.
NOTE: Process FMEA's must be prepared for all programs (components, subassemblies and
assemblies) where Johnson Controls has full program design responsibility. (Refer to the AIAG
FMEA Manual and the AIAG APQP and Control Plan manual).
1.
Instructions for PEEL N' Sticker Heater PFMEA Template :
Process FMEA's are to be prepared using a cross functional team and the AIAG Potential Failure
Modes and Effects Analysis (FMEA) manual.
The cross-functional team should include:
* Advance Manuf. Engineer (Champion)......PFMEA from similar programs, DFM&A input
* Product Engineer .................................DFA items for similar programs
* Quality Engineer .........................
2.
Copy Information from the "Heater_Template" into your existing PFMEA.xls file where you
process the heater elements. Steps 1-5 should be copied into the area where the heater to foam
operation occurs. The remaining steps should be incorporated into the seat build process at the
appropriate operational step. (NOTE: REVIEW BOLD TEXT to determine if items apply to
processing)
3.
Occurrence numbers can be adjusted by the Cost Functional Team based on Customer Plant
Problems or Warranty Information. These items should be listed in the Recommended Actions
Column and used to re-calculate the RPN under the "Reaction Results"
4.
Detection numbers can be adjusted by the Cost Function Team based on Controls not listed
under the Detection/Prevention Columns. These items should be listed in the Recommended
Actions Column and used to re-calculate the RPN under the "Reaction Results"
273959762.xls
Page 3 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
273959762.xls
Page 4 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
1
Get components
wrong parts
improper heating
locations
5
a. Wrong components
stocked on line
a) Lineside racking with
designated lanes
2
b) Labeled containers
from supplier w/part
description
60
b. picked up from the
floor, another bin, etc
(other than the correct
location)
plant procedure for part
handling re. loose parts,
operator training
60
c. similar component used
in the same station
2
(picked up the wrong
component)
separation of LH & RH
seats/ components
60
10
50
d. Wrong components in
the correct shipping
1
container (Supplier Issue)
Obtain the correct
non-functioning heater or
components but not to the improper heating
required design standards locations
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
a. box cutter cut through
element wire/ harness
when opening box
a) Prohibit opening box
with cutter/ caution label
added to packaging
EOL tester - Check
2 b) returnable packaging Current Draw (Applies to
c) special designed
Series System)
heater packaging (eggcrate) to prevent failure
48
b. Component picks up
foreign materials or
comes in contact with
(especially with the
adhesive tape)
1 ODS, (Reject procedures)
42
file name: 273959762.xls
Action Results
Recommended
S O
P.
N.
Page 5 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
FIFO Procedures utilized
at facility, Change
100% visual inspection at
Management, Material
point of installation to a
Inventory management
master sample
procedures
c. FIFO is not conducted
d. previously used
component is used
1 ODS, (Reject procedures)
42
42
ODS, training
EOL tester - Check
Current Draw
24
Incoming part racking,
Proper material container
EOL tester - Check
Current Draw
48
63
72
84
e. carrying by harness
(peel & stick heater)
f. hanging parts to prestage at station
a. Box cutter when
opening box (If nick is
between module and
heater sensor in the
element)
a) Prohibit opening box
with cutter/ caution label
added to packaging
1 b) returnable packaging
c) specially designed
heater packaging (eggcrate) to prevent failure
Action Results
Recommended
S O
P.
N.
Hot Spot in the harness
Align heater pad to foam
pad.
Wrong sub-assembly
placed on seat (subasm
out of sequence)
Non-functional heater
No heater on seat
Installed off location/
mis-alignment
non-symmetrical heating
difficult to install hog
rings
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
b. Dangling harness get
snagged by equipment,
2
tools fixtures causing nick
a) plant procedure for
part handling re. loose
parts
b) equipment design
No heater mat on heated
seat, or heater mat on
non-heated seat
ODS, Operator training
matrix,
a. ODS elements are not
followed.
Operator training matrix,
visual inspection for
notch alignment
63
b. ODS is not clearly
defined for operator to
follow
Operator training matrix,
visual inspection for
notch alignment
63
file name: 273959762.xls
EOL tester - Check
Current Draw
Page 6 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
c. Lack of alignment
between heater element
Operator training matrix,
and foam pads
2 DFA Review, Safety Sign
(insufficient installation
off
reference points / datums)
visual inspection for
notch alignment
42
10
a. Wire positioning in
trench (too much causing
'bending' effect under
compression, not enough
causing strain, or
positioned such that
damage can occur during
hog ring installation)
ODS, training
EOL tester- ground
detection
70
a. ODS elements are not
followed.
Operator training matrix,
visual inspection for
notch alignment
63
b. ODS is not clearly
defined for operator to
follow
Operator training matrix,
visual inspection for
notch alignment
63
42
70
damage to heater wire
causing short or hot spot
Only Applies if Elements
Cross over Trenches in
local spots.
Remove tape backing from Installed off location/
adhesive.
mis-alignment
P.
N.
HIC
c. Lack of alignment
between heater element
Operator training matrix,
and foam pads
2 DFA Review, Safety Sign
(insufficient installation
off
reference points / datums)
damage to heater wire
causing short or hot spot
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
S O
non-symmetrical heating
difficult to install hog
rings
Only Applies if Elements
Cross over Trenches in
local spots.
Action Results
Recommended
HIC
10
a. Wire positioning in
trench (too much causing
'bending' effect under
compression, not enough
causing strain, or
positioned such that
damage can occur during
hog ring installation)
ODS, training
file name: 273959762.xls
EOL tester- ground
detection
Page 7 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
Heat elements not
adhered to the foam
properly
Attach heater pad to foam
pad.
Installed off location/
mis-alignment
element moves and may
bunch heater elements
causing hot spots
HIC
10
a. Reuse of heater
element (adhesive is one
time use)
ODS, training, reject
procedure
visual, seat appearance
70
b. All tape backing not
removed or partially
removed or torn
ODS, training
visual, seat appearance
210
c. Adhesive comes in
contact with foreign
materials (dust, dirt, oils,
etc)
1 ODS (Reject procedures)
70
d. Tape to felt adhesive
joint separates (as
operator removes tape
backing)
1 Operator training matrix,
70
a. ODS elements are not
followed.
Operator training matrix,
visual inspection for
notch alignment
63
b. ODS is not clearly
defined for operator to
follow
ODS approval procedure,
Operator training matrix,
visual inspection for
notch alignment
63
42
70
c. Lack of alignment
between heater element
Operator training matrix,
and foam pads
2 DFA Review, Safety Sign
(insufficient installation
off
reference points / datums)
damage to heater wire
causing short or hot spot
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
Implement a tape backing
refer to product
design that has pull tabs
design template
for the operator.
S O
R.
P.
N.
10 1
70
non-symmetrical heating
difficult to install hog
rings
Only Applies if Elements
Cross over Trenches in
local spots.
Action Results
Recommended
HIC
10
a. Wire positioning in
trench (too much causing
'bending' effect under
compression, not enough
causing strain, or
positioned such that
damage can occur during
hog ring installation)
ODS, training
file name: 273959762.xls
EOL tester- ground
detection
Page 8 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
Heat elements not
adhered to the foam
properly
Heater element not
installed flat
Route wire harness through Improper routing
foam
Convey/ transport s/a
(ONLY APPLIES IF
FOAM/HEATER
ELEMENT IS NOT
INSTALLED AT THE
SAME STATION AS
TRIM COVER)
element moves and may
bunch heater elements
causing hot spots
wrinkling of element
causing hot spots
damage to harness,
causing improper heating
function
HIC
10
10
Components not properly damage to harness,
conveyed/ transported
causing improper heating
function
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
a. Reuse of heater
element (adhesive is one
time use)
ODS, training, reject
procedure
b. not firmly pressed
down to engage adhesive
ODS, training
c. Adhesive comes in
contact with foreign
materials (dust, dirt, oils,
etc)
HIC a. ODS elements are not
followed.
70
visual, seat appearance
70
1 ODS, (Reject procedures)
visual, seat appearance
70
1 Operator training matrix,
visual, seat appearance
70
b. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
visual, seat appearance
70
c. Lack of alignment
between heater element
and foam pads
Operator training matrix,
1 DFA Review, Safety Sign
off
visual inspection for
notch alignment
70
d. Foreign object trapped
under heater mat
Operator training matrix,
scrap procedure
visual, seat appearance
70
e. Heater mat folds over
on itself (sticks to itself
once backings are
removed
Operator training matrix
visual, seat appearance
70
a. ODS elements are not
followed.
1 Operator training matrix,
visual, seat appearance
42
b. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
visual, seat appearance
42
a. Dangling harness
snagging equipment,
tools, fixtures
48
tucking harness into asm EOL tester - Check Amp
for transportation
draw
file name: 273959762.xls
Action Results
Recommended
S O
P.
N.
Page 9 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
c. Heater element is used
as "handle" for carrying
bunching of heater
causing hot spots
Attach trim cover to foam
Heater off location/ misalignment
Heater moves during
assembly
damage to jumper wire/
heating element causing
short or hot spot
bunching of heater
causing hot spots
10
10
10
Only Applies if Using Back
Stuffer or Cushion Roller
to attach Trim Cover
Convey/ transport s/a
(ONLY APPLIES IF
FOAM/HEATER
ELEMENT/FOAM IS
NOT INSTALLED AT
THE SAME STATION
AS TRIM COVER IS
Components not properly damage to harness,
conveyed/ transported
causing improper heating
function
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
ODS, training
EOL tester - Check Amp
draw
48
ODS, training
visual, seat appearance
80
b. Tape not firmly pressed
1
down to engage adhesive
ODS, training
visual, seat appearance
70
HIC a. Pulling on dangling
wire harness during
conveying
HIC a. Hogring nicks heater
wire (Applies only if
attaching trim cover with
Hog Rings)
ODS, training
EOL tester- ground
detection
80
b. Hog ring is not shot
through clearance hole in
heater mat
ODS, training
visual, seat appearance
160
HIC a. Pulling on wire
harness
ODS, training
visual, seat appearance
80
b. Excessive Finessing of
1
the trim cover
ODS, training
visual, seat appearance
80
c. Roller Stanchions
catch corners/edges of the 1
heater element
ODS, training
visual, seat appearance
80
d. Trim covers catches
corners/edges of the
heater element
ODS, training
visual, seat appearance
80
e. Poor adhesion between
pad and Element
ODS, training
visual, seat appearance
140
a. Dangling harness
snagging equipment,
tools, fixtures
48
b. Asm is folded or
bunched
ODS, Training
42
c. Heater element is used
as "handle" for carrying
ODS, training
48
tucking harness into asm EOL tester - Check Amp
for transportation
draw
file name: 273959762.xls
EOL tester - Check Amp
draw
Action Results
Recommended
Revise adhesive material
to meet current design
template pulloff
requirement
Engineering
S O
R.
P.
N.
10 1
70
Page 10 of 14
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
bunching of heater
causing hot spots
10
Route & secure wire
harness
Connect back element to
cushion element (ONLY
APPLIES IF SYSTEM
HEATS BOTH BACK
AND CUSHION)
HIC
10
a. Pulling on wire
harness during conveying
ODS, training
visual, seat appearance
80
b. Asm is folded or
bunched
ODS, training
visual, seat appearance
80
visual, seat appearance
42
84
84
Improper routing (places pinched / cut wire harness
harness between hard
causing short condition
points)
a. Exposure to hard
points
Operator training matrix,
DFA review
Not secured (which may
place harness in harms
way over time)
a. High insertion forces
on retaining clips
ODS sheets and Operator audible, tactile, or visual
Training.
indicator
b. Inadequate clearances
c. ODS Elements are not
followed
1 Operator training matrix,
42
d. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
42
a. ODS elements are not
followed. (wire routed
improperly)
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
b. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
a. High insertion forces
ODS sheets and Operator audible, tactile, or visual
Training.
indicator
70
b. Inadequate clearances
to complete task
DfA Workshops,
Manufacturing Reviews
70
c. Lack of indication for
complete engagement
ODS sheets and Operator operator push-pull-push
Training.
connect method
40
d. ODS Elements are not
followed
1 Operator training matrix,
35
e. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
35
Not connected
pinched / cut wire harness
causing short condition
improper functioning
heater system
6
Not fully connected
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
intermittent operation
DFA Workshops
file name: 273959762.xls
Action Results
Recommended
S O
P.
N.
Page 11 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
11
Connect to seat wire
harness
Not connected
Not fully connected
Improperly connected to
mating connector
12
non-functioning heater
intermittent operation
non-functioning heater
Connect to seat wire
Not connected
non-functioning heater
harness to Heat Module or (APPLIES ONLY IF
switch
HEATER MODULE IS
ASSEMBLED AT THE
JIT)
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
a. ODS elements are not
followed.
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
b. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
a. High insertion forces
ODS sheets and Operator audible, tactile, or visual
Training.
indicator
70
b. Inadequate clearances
to make connection
DFA Workshops,
Manufacturing Reviews
70
c. Lack of indication for
complete engagement
ODS sheets and Operator operator push-pull-push
Training.
connect method
40
d. ODS Elements are not
followed
1 Operator training matrix,
35
e. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
35
a. similar connector on
seat harness (Lack of
poka-yoke of harness
connectors
48
b. ODS Elements are not
followed
1 Operator training matrix,
42
c. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
42
a. ODS elements are not
followed.
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
b. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
EOL tester - Check Amp
draw after full seat travel
24
DFA Workshops,
Manufacturing Reviews,
Design reviews
file name: 273959762.xls
EOL tester- amp draw
check
Action Results
Recommended
S O
P.
N.
Page 12 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
Not fully connected
intermittent operation
(APPLIES ONLY IF
HEATER MODULE IS
ASSEMBLED AT THE
JIT)
Improperly connected to
mating connector
(APPLIES ONLY IF
HEATER MODULE IS
ASSEMBLED AT THE
JIT, Severity to be
confirmed by
Engineering)
Module is properly
connected but damaged
by process (APPLIES
ONLY IF HEATER IS
PART OF HEATER
SYSTEM, Severity to be
confirmed by
Engineering)
13
Function testing
not tested / tested
improperly
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
non-functioning heater
and/or disables Heater
Module Functions (Over
Heats)
Non-Functioning heater
system and/or disables
Heater Module Functions
(Over Heats)
shipment of a nonfunctional heated seat
a. High insertion forces
ODS sheets and Operator audible, tactile, or visual
Training.
indicator
70
b. Inadequate clearances
to make connection
DFA Workshops,
Manufacturing Reviews
70
c. Lack of indication for
complete engagement
ODS sheets and Operator operator push-pull-push
Training.
connect method
40
d. ODS Elements are not
followed
1 Operator training matrix,
35
e. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
35
a. similar connector on
seat harness (Lack of
poka-yoke of harness
connectors
64
b. ODS Elements are not
followed
1 Operator training matrix,
56
c. ODS is not clearly
defined for operator to
follow
1 Operator training matrix,
56
a. Module is dropped
Reject Procedure, Repair
procedure
EOL tester- amp draw
check
64
b. Module comes in
contact with a Static
Discharge
Reject Procedure, Repair
procedure
EOL tester- amp draw
check
64
c. Module see a Voltage
Spike
Reject Procedure, Repair
procedure
EOL tester- amp draw
check
64
d. Module see a reverse
voltage polarity.
Reject Procedure, Repair
procedure
EOL tester- amp draw
check
64
a. Equipment failure
Operator training matrix
warning lights, current
draw (amperage)
24
DFA Workshops,
Manufacturing Reviews
file name: 273959762.xls
EOL tester- amp draw
check
Action Results
Recommended
S O
P.
N.
Page 13 of 14
R.
�Supplier Standards Manual
Seat Heat Peel and Stick Heater PFMEA
Chapter 7 Quality Section
March 2008 Revision 1.0
CORE SEAT HEATER P F M E A
FAILURE MODE
AND EFFECTS ANALYSIS
FMEA no#:
Item/Component: PEEL N' STICK HEATERS
OEM
Model Year/Vehicle:
Prepared by:
CoE Organization
Key Date:
CoreTeam:
FMEA Date (Orig.)
FMEA Date (Last rev.)
Requirements
Failure
Effect(s) of
Mode
Failure
Standard
Process
Process
Controls
Controls
Prevention
Detection
Mechanism(s)
of Failure
Standard
RPN
Potential
Cause(s)/
DETECT
Potential
OCCUR
Potential
CLASS
Process Function/
SEV
Item
Responsibility
Actions
& Target
Actions
Completion
Taken
Date
14
Transfer Seat to Ship Pallet Transfer
Equipment/Method
damages of heater
element/ harness
FBU PFMEA Heater Template / Rev 02 (15-December-2004)
b. Damage to connector
during the function test
ODS, training, Reject
Procedure, Repair
procedure, pogo pin
connectors
96
a. Improper handling of
seat
seat lift assist to transfer
seat from build line to
pallet
54
b. Lift assist tool is placed
in location where wire
1
harness / seat element is
routed
DFA Workshops,
Manufacturing Reviews
48
inoperable heater
6
file name: 273959762.xls
Action Results
Recommended
S O
P.
N.
Page 14 of 14
R.