FMEA No
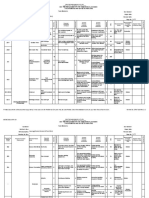
POTENTIAL FAILURE MODE AND EFFECT ANALYSIS
Revision.
(Process FMEA )
Customer : Revision D
Drawing No. Revision No. : 00 Core Team Supplier C
Part No. Part Name Process Responsibility Prepared
Assly No. Assly Name -- : Key Date : Page
Model Year (S) Vehicle.: FMEA Date
S C O D Reco Responsib
Current Process Control
Potential E L Potential cause (s) / C E R mme ility &
Process Function Potential Failure
Opn. Effects (S) of V A Mechanism (S) Of C T P nded Target
Requirements Mode
Failure E S Failure U Prevention Detection E N Actio Completio
R S R C n (S) n Date
Defective
material will
Magnaflux setting Opr. Training, Supp quality plan
Crack process, failure 8 2 8 80
improper Work instruction verification
of componant in
working
Proper fitment
Draw operation Opr. Training, Supp quality plan
Dimension variation. on collet not 7 1 8 56
parameters not ok Work instruction verification
possible
Incoming Chemical
10 Material not as per Wrong material Opr. Training, Supp quality plan
Inspection 8 composation not as 1 8 64
specification will process Work instruction verification
per specification
Improper setting First piece
Opr. Training, inspection &
Forging not ok 4 2 7 56
Work instruction Inprocess
inspection.
Dimn Not OK
Improper setting First piece
Opr. Training, inspection &
Forging not ok 7 2 7 98
Work instruction Inprocess
inspection.
Wear out tap used , First piece
Fittment
Tapping M12*1.75 Tap change freq inspection &
Problem 7 2 7 98
Go not ok not followed Inprocess
During assy
inspection.
� FMEA No
POTENTIAL FAILURE MODE AND EFFECT ANALYSIS
Revision.
(Process FMEA )
Customer : Revision D
Drawing No. Revision No. : 00 Core Team Supplier C
Part No. Part Name Process Responsibility Prepared
Assly No. Assly Name -- : Key Date : Page
Model Year (S) Vehicle.: FMEA Date
S C O D Reco Responsib
Current Process Control
Potential E L Potential cause (s) / C E R mme ility &
Process Function Potential Failure
Opn. Effects (S) of V A Mechanism (S) Of C T P nded Target
Requirements Mode
Failure E S Failure U Prevention Detection E N Actio Completio
R S R C n (S) n Date
Wear out tap used ,
Loose fitment at
First piece
final stage it
Tapping M12*1.75 Tap change freq inspection &
occure engine 7 2 7 98
NOGO Answer not followed Inprocess
not lifting by
inspection.
eye bolt
Part mix up
Opr. Training, First piece
Fittment
Work instruction inspection &
Tapping Missing Problem 7 2 7 98
Tagging and Inprocess
During assy
binning inspection.
Broken tap used First piece
Fittment
Tap change freq inspection &
Thread Damage Problem 7 2 7 98
not followed Inprocess
During assy
inspection.
Wrong setting
First piece
Tap depth 23.0±0.2 Customer inspection &
VMC Operation 7 2 Wrong tap used 7 98
20 O/S dissatisfied Inprocess
inspection.
Wrong program setting First piece
Fittment
Tap depth 23.0±0.2 Wrong program inspection &
Problem 7 2 7 98
U/S followed Inprocess
During assy
inspection.
� FMEA No
POTENTIAL FAILURE MODE AND EFFECT ANALYSIS
Revision.
(Process FMEA )
Customer : Revision D
Drawing No. Revision No. : 00 Core Team Supplier C
Part No. Part Name Process Responsibility Prepared
Assly No. Assly Name -- : Key Date : Page
VMC Operation
20 Year (S) Vehicle.:
Model FMEA Date
S C O D Reco Responsib
Current Process Control
Potential E L Potential cause (s) / C E R mme ility &
Process Function Potential Failure
Opn. Effects (S) of V A Mechanism (S) Of C T P nded Target
Requirements Mode
Failure E S Failure U Prevention Detection E N Actio Completio
R S R C n (S) n Date
Wrong setting Opr. Training, First piece
Customer not Frequency of tool inspection &
Drill depth 28.0 O/S 7 2 7 98
satisfied sharpening is Inprocess
defined inspection.
Wrong setting , First piece
Tapping depth Tool broken Opr. Training, inspection &
Drill depth 28.0 U/S not achive as 7 2 7 98
Work instruction Inprocess
per spec
inspection.
Drill resharpening freq Opr. Training,
First piece
Fittment not followed Work
inspection &
Drill Dia 12+0.3 O/S Problem 4 properly,Wrong drill 2 instruction,Drilll 7 56
Inprocess
During assy used change freq
inspection.
followed
Drill resharpening freq Opr. Training,
First piece
Fittment not followed Work
inspection &
Drill Dia 12+0.3 U/S Problem 7 properly,Wrong drill 2 instruction,Drilll 7 98
Inprocess
During assy used change freq
inspection.
followed
Improper setting
Assembly
Phosphetting cycl Opr. Training,
fitment not 7 2 Inward insp 7 98
time O/S Work instruction
possible
30 Phosphetting
Improper setting
Phosphetting cycl Loose Opr. Training,
7 2 Inward insp 7 98
time U/S Assembly Work instruction
� FMEA No
POTENTIAL FAILURE MODE AND EFFECT ANALYSIS
Revision.
(Process FMEA )
Customer : Revision D
Drawing No. Revision No. : 00 Core Team Supplier C
Part No. Part Name Process Responsibility Prepared
Assly No. Assly Name -- : Key Date : Page
Model Year (S) Vehicle.: FMEA Date
S C O D Reco Responsib
Current Process Control
Potential E L Potential cause (s) / C E R mme ility &
Process Function Potential Failure
Opn. Effects (S) of V A Mechanism (S) Of C T P nded Target
Requirements Mode
Failure E S Failure U Prevention Detection E N Actio Completio
R S R C n (S) n Date
packing material not
Damage in proper.
Packing not as per handeling. Packing material not Opr. Training, First packinmg
40 Packing 6 2 8 96
specification Rusty due to used properly. Work instruction inspection
environment.
FPA - First Piece Approval IPIR - Inprocess Inspection Report
Prepared By: `
###
�FMEA No.
Revision. No.
Revision Date
Supplier Code
Prepared by
Page
Action Results
S O D R
Action Taken E C E P
V C T N
�FMEA No.
Revision. No.
Revision Date
Supplier Code
Prepared by
Page
Action Results
S O D R
Action Taken E C E P
V C T N
�FMEA No.
Revision. No.
Revision Date
Supplier Code
Prepared by
Page
Action Results
S O D R
Action Taken E C E P
V C T N
�FMEA No.
Revision. No.
Revision Date
Supplier Code
Prepared by
Page
Action Results
S O D R
Action Taken E C E P
V C T N