Fixed Variable Displacement Pumps
Uploaded by
JUAN CARDONAFixed Variable Displacement Pumps
Uploaded by
JUAN CARDONAFixed & Variable Displacement Pumps
STUDENT MANUAL
Pumps can be fixed or variable displacement. Let’s take a Remember
look at the difference between the two concepts.
Flow is a measurement of volume
Fixed Displacement Pumps over time, like liters per minute,
(LPM), or gallons per minute, (GPM).
A fixed displacement pump does not have a control to
change its displacement. Assuming that it is receiv-
ing a full charge of fluid, it will always put out the
same amount of flow. If you want to change the out-
put, the only way to do so is to change the pump’s
RPMs by changing the speed of the prime mover.
Gear and Vane pumps are two common styles of
pump that are generally fixed displacement. Let’s
take a look at each.
Gear Pumps
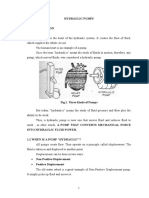
The gear pump comes in either an external or inter-
nal gear design. The external gear pump is basically
two spur gears that mesh. The main gear is keyed to Figure 1. Part of a gear pump, with the gears exposed.
the shaft that is turned by the prime mover. The other
gear is a driven gear that is turned by the main gear.
The driven gear’s shaft does not protrude from the
Flow Around The Gears (Not Between)
pump’s housing. This arrangement gives the pump
its offset appearance.
Inlet Outlet
A common external gear pump miscon-
ception is that fluid is drawn in, some-
Figure 2. The Bowie pump is a very common external how forced between the meshing gear
gear pump. teeth, and then discharged at the outlet.
Upon close inspection we see that the oil
There are no practical means of varying the pump’s actually travels around the outside of the
displacement, other than to change the speed of the gears in the gaps between the teeth.
prime mover. With no displacement controls there is
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-1
Fixed & Variable Displacement Pumps
no need for any internal chambers, other than the main pumping chamber, and as such
there is no need for a separate case drain line.
External Gear Pump
The external gear pump is an unbalanced pump. All of the forces from the system pres-
sure on the discharge port are exerted against the gears. This causes the shaft bushings
to wear unevenly, and the gears to scuff against the pump housing.
Clearance
Scuffing Damage Develops
on Housing
Flow Force From
System Pressure
Clearance
Develops
Clearance
Develops
Figure 3. Gear scuffs against the pump housing are unavoidable.
Volumetric Efficiency (VE) This unavoidable wear results in a drop in volumetric
efficiency. In other words, when operating the circuit at
A comparison between the actual
or near the pump’s maximum rated pressure, the pump
amount of fluid displaced by the
cannot maintain its rated flow (GPM) because of an easier
pump, and the theoretical maximum
slippage path through the worn pump from the outlet
possible amount of fluid displaced by
across to the inlet. The pump is sometimes referred to as
the pump.
slipping even though no parts are actually doing that.
Page 7-2 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Because of the unbalanced design, most gear pumps
operate in a pressure range below 3000 PSI. The odd
pump design that is meant to operate at higher
pressures must feature a shaft with a diameter close
to that of the gears themselves in order to offer large
enough bearing surfaces to maintain stable gear
positions.
Figure 4. Shaft diameter is close to gear size.
Gear pumps will tolerate a fair amount of wear and
abrasive contaminants without suffering catastrophic
Gerotor
damage. The maximum rated efficiency will not be
achieved as the pump wears. Some gear pumps are
operated until they produce only 60% to 65% of the
original flow (at a specific test pressure) before they
are scrapped or rebuilt.
Internal Gear Pumps
There are a number of internal gear pump designs.
The crescent seal pump and the gerotor are the most Female
notable. While the crescent seal pump appears to Gear
have declined in usage, the gerotor remains popu- Housing Element
lar as a pump for small hydraulic circuits and for the
Figure 5. Structure of an internal gear pump.
charge pump function in many hydrostatic (closed
loop) pumps.
Gerotor Female Gear
(Male Gear Element) Element
Housing
Figure 6. The gerotor pump design.
The gerotor is quiet and compact relative to an external gear pump of similar displace-
ment, and it has excellent suction characteristics for high viscosity (i.e. cold) fluids.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-3
Fixed & Variable Displacement Pumps
Vane Pumps
Vane pumps are a little like a Swiss watch with all of the vanes and small parts
inside. Despite the fragile appearance of the vane
pump’s internal works, it is an excellent flow source
for many applications.
With smooth rotating motions, it is quieter than most
gear and piston pumps. It is also excellent in higher
pressure systems.
Outlet
The vane pump has a few weaknesses where pres-
sure shocks and contamination are concerned. An
incorrect choice of oil viscosity and oil additive pack-
age will also contribute to excessive wear.
The two main designs of vane pumps are:
Inlet
• Balanced – Fixed displacement
• Unbalanced – Variable displacement/pressure com-
pensated (Unbalanced vane pumps are covered in
Vanes the variable displacement section of this chapter.)
Cam Ring
Figure 7. Vane pump cutaway, from different angles. Cam
Rotor
Ring
Outlet Port
Inlet Port
Inlet Outlet
Housing Shaft Vanes
Figure 9. A vane pump doesn’t look like much from the Figure 8. Vane pump interior
outside...
Balanced Vane Pumps
While the balanced vane pump has one inlet and one outlet visible from the outside
of the pump case, it has two inlets and two outlets for the main pump cartridge on the
inside of the case.
Page 7-4 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
The two inlets are spaced 180 degrees apart and the two outlets are spaced 180 degrees
apart. The inlets are 90 degrees away from the outlets. Outlet
What is the result? Two opportunities to pump fluid Cam
(one from 12 o’clock to 3 o’clock, and another from 6 Ring
o’clock to 9 o’clock) per rotation, and balanced forces
on the rotor and its bearing surfaces. As a conse-
quence, the only remaining major wear concern is
the vane tips in contact with the cam ring. Inlet
Controlling Wear
Rotor
Vanes
Centrifugal force alone is not enough to keep the
knife edge of the vane in contact with the cam ring in Figure 10. Balanced vane pump interior
order to keep the pumping chamber sealed at high
pressure. As a result most pump manufacturers use
Gear Pump or Vane Pump?
the system (outlet port) pressure to push the vanes,
from underneath, out against the cam ring. Both gear and vane pumps can look like
little more than a solid chunk of metal from
Then the problem becomes one of excessive wear as the outside. If you can see the shaft, decide
the vanes scuff the cam ring. One popular manufac- whether it’s centered (vane pump), or offset
turer uses an intra-vane design, where system pres- (gear pump).
sure is only brought to bear on one third of the vane’s
length. Variable pressure from the pump chamber
preceding the vane is fed down through small holes
to the outside two thirds of the vane width.
Other manufactures use a dual vane design with
two vanes in each rotor slot with system pressure
pumped up between the vanes to act on the angled
vane surfaces in a differential area. This also helps to
balance out pump wear issues.
Still other manufacturers have begun to coat their
cam rings with Teflontm or Teflontm-like coating to
The gear pump, shown in green, clearly has
minimize wear.
an offset shaft, while the blue vane pump’s
shaft is dead center in the housing.
Again, it is very hard to maintain any kind of an oil
film between the knife edge of a vane and the cam
ring. Studies show that perhaps a 0.5 micron oil film
is all that is present under ideal circumstance. The
fluid chosen must have anti-wear properties as a
minimum requirement of the oil’s additive package.
X X X
While no one likes to clean the inlet strainer in the
reservoir, it can cause some very severe damage to Figure 11. A clogged strainer, collapsed or kinked inlet
the cam ring once sufficiently plugged. The same hose, or an isolation valve that restricts flow to the pump
effect will take place with the pump inlet’s isolation will cause a lot of damage.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-5
Fixed & Variable Displacement Pumps
valve closed or partly closed. An internally collapsed or kinked suction hose will also damage a vane
pump very quickly..
With excessive vacuum levels on the inlet, the vanes may back away from the cam ring as they pass
by the inlet port. Then as full system pressure is brought to bear at the base of the vane as the rotor
turns towards the outlet, the vane is fired out at the cam ring at high velocity. The chatter damage
which will occur will be quite noticeable upon close visual and hand inspection, as two depressions
in the cam ring spaced exactly 180 degrees apart.
2. ...may allow
vanes to
4. This causes mechanical retract here.
erosion between the
inlet and outlet ports.
Outlet
Inlet
3. Pressure loading the bottom of
the vanes for chamber sealing will
result in a high velocity “firing” of
1. High inlet the vanes at the cam ring.
vacuum here,(e.g.
plugged strainer),...
Figure 12. Vacuum pressure at the inlet will cause severe damage to a vane pump.
Variable Displacement Pumps
Variable displacement pumps, as their name indicates, can change their displacement while con-
tinuing to turn at the same RPMs. This section includes unbalanced vane pumps, and piston pumps.
Page 7-6 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Pump Pump
“On-Stroke” Inlet “Off-Stroke” Inlet
Control Control
Bias Spring Piston Bias Spring Piston
Cam Outlet Cam Outlet
Ring Ring
Compensator Compensator
(Pressure Valve) (Pressure Valve)
Figure 14. An unbalanced vane pump in its full displace- Figure 13. A de-stroked vane pump displacing little or
ment position no fluid. All pumping chambers (volumes between the
vanes) are the same size when the pump is compensat-
ing for maximum pressure.
Unbalanced Vane Pumps How common are they?
The first thing you will notice about an unbalanced vane We haven’t encountered many un-
pump is that the cam ring is perfectly round. There is only balanced vane pumps, but they are
one inlet and one outlet into the pump chamber. The load out there! Unbalanced vane pumps
forces on the shaft and its bearing surfaces are therefore are often considered to be a more
unbalanced and wear is imminent. efficient design than that of a piston
pump, with less internal leakage.
However, the unbalanced design offers the advantage of However, vane pumps do not tolerate
variable displacement. By sliding the cam ring back and pressure shocks well, and operate
forth, the size of the pumping chambers change, thereby best with tight environmental con-
changing the displacement of the pump. trols and even temperatures.
The unbalanced vane pump is largely utilized to offer a pressure compensating feature.
The pressure compensator is a small piston or actua-
Swash Plate Angle
tor inside the pump that senses an increase in pres- Control Lever
sure and lowers the displacement of the pump to
prevent any further pressure rise. Pistons
Swash
Cylinder Plate
When the system pressure drops, the bias spring Barrel
overcomes the pressure compensator and moves the
cam ring back to the original full displacement
position.
Piston Pump Piston
Shoes
Porting Plate
The piston pump is a versatile pump that offers the Yoke
ability to efficiently react to high pressures, to make Figure 15. Components of a rotating group & swash
plate.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-7
Fixed & Variable Displacement Pumps
refinements to the flow rate based on the load, or to limit the torque or horsepower
required from the prime mover.
Piston pumps are certainly more expensive and more complex. Most have at least a pres-
sure compensator as a form of pump control.
Piston pumps are also used in hydrostatic drives (closed loops) for machines that need
efficient variable speed and reversible motion for hydraulic motors.
The Rotating Group and Swash Plate
The rotating group in a typical axial piston pump consists of a cylinder barrel, pistons
with their piston shoes (slipper pads), and the shoe retainer. The piston shoes slide on
the swash plate as the cylinder barrel turns. If the swash plate is kept at the maximum
angle (full displacement) then the pistons are stroked back and forth as the barrel turns.
Key Concept: As a single piston rotates, it draws in and out of the cylinder barrel,
sucking in, and then expelling fluid within each complete rotation.
Let’s remove all but one of the pistons from the rotating group to study its movement
over a single revolution. Note that the swash plate remains at full displacement through
the entire revolution.
Swash Plate
Inlet
Port
Figure 16. The piston is completely recessed into its Figure 17. The piston sweeps upward. The angle of the
chamber. It has just completed pumping its fluid out, and swash plate pulls the piston part way out of its housing,
is about to start drawing more in. creating enough suction to draw fluid into the chamber.
Figure 18. At the halfway point in its cycle, the piston is Figure 19. As the piston sweeps downwards, the angle of
fully charged with fluid. the swash plate pushes the piston back into its chamber,
pumping the fluid out.
Page 7-8 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Now imagine that all nine of the pistons are present in the cylinder barrel. Each piston
is at a different point in the cycle at a given moment in time; some are drawing fluid in
while others are pumping fluid out. The result is a smooth flow of fluid into and out of
the pump for as long as the pump is on-stroke.
Zero Medium Maximum
Figure 20. The rotating group & swash plate of a piston pump is shown here at zero, moderate and maximum displacement.
The amount of displacement is determined by the distance that the pistons travel. This is set by the angle of the swash plate.
Moving the swash plate angle towards vertical reduces the pump’s displacement per
revolution. When the swash plate is in the vertical position the pump is considered to be
de-stroked as the pistons are no longer moving back and forth in the cylinder.
Load Spring Assembly
(shown in green)
Porting
Plate
End
Cap
Full Extension Full Compression Full Extension Full Compression
Figure 21. A load spring assembly in the cylinder barrel keeps the cylinder ports mated to the porting plate. When the end
cap and porting plate are removed from the pump, the load spring extends its assembly. When the pump is assembled, the
spring is compressed against the load pins by the porting plate and end cap.
The cylinder barrel contains a load spring, load pins and a hold down ball. As the pump
is assembled, the load spring is compressed and forces the port end of the cylinder
against the porting plate. The porting plate (kidney plate) has openings that connect the
cylinders to the pump inlet when the pistons are drawing back, and to openings that
connect to the pump outlet when the pistons are stroking forward.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-9
Fixed & Variable Displacement Pumps
Porting
Plate
Load Pins
(Shown in
orange)
Full Extension Full Compression Full Extension Full Compression
Figure 22. When the end cap (not shown) and porting plate are removed, the load spring de-compresses to push the load
pins and their washer against the shoulder of the rotating group. When the pump is assembled, the load pins and their wash-
er are forced back from the shoulder, and help to compress the load spring.
Pressure Compensation
The swash plate is rocked back and forth supported by the yoke and its trunnion bear-
ings. A bias spring pushes on a tab on the yoke to attempt to keep the pump on stroke.
If the system pressure should rise to the maximum level, then the pressure compensator
spool will shift against the compensator set spring and allow outlet fluid at system pres-
sure to extend the yoke actuating (control) piston. When this piston extends, the yoke
and swash plate are moved to a near vertical position and the pump is de-stroked.
Pressure
Control Piston Compensator
(shown in Bias
Spring D
green) B
A C
Figure 23. A: When pressure reaches maximum due to Figure 24. C: When pressure drops due to lighter loads
flow restriction or loading... or lack of restriction...
B: ...spool shifts up against spring, & control piston ex- D: ...this spring moves the spool down, venting control
tends, minimizing pump displacement. piston to case drain. This stroked the pump flow to max-
imum.
When the system pressure falls, the compensator spring pushes the spool back to its
resting position. The bias spring then brings the pump back on stroke as it forces the
control piston to retract, with control piston fluid venting through the compensator to
the inside of the pump’s case.
Page 7-10 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Having the pump reduce its output to near zero when the system pressure reaches
maximum, is more energy efficient than relying only on a relief valve.
Let’s compare both styles of pump.
Using a Non-Compensating Pump Direct-acting relief valves are men-
tioned here as part of a larger dis-
This system uses a simple gear pump. Recall from earlier in cussion. Don’t worry if you’re not too
this module that we learned a gear pump is a positive dis- familiar with them yet; we ’ll examine
placement pump, and it has no pressure controls built in. them more thoroughly in the Pres-
Because of this, the hydraulic system must contain a relief sure Controls Module. For now, it’s
valve to limit the maximum system pressure for safety. enough to know that a system is very
energy inefficient when a relief valve
The system of cylinders and hydraulic motors may not is diverting flow.
always need the full volume of flow from the pump. Some-
times, the pump’s flow will have to be divided. In many simple systems, the system relief
serves as the divider.
That’s a Lot of Maximums
Whenever a system is at maximum pressure, and the pump is a fixed displacement mod-
el, like a gear pump, then the system is at maximum displacement as well. The combi-
nation of these two maximums also means that the power requirement from the prime
mover (diesel engine or electric motor) is at it’s maximum as well. A prime mover at
maximum power is consuming maximum energy
(fuel or electricity). Much of this energy is being
used for nothing other than a conversion to heat
over the system’s relief valve.
You could compare this to “flooring” a truck while
it is parked against a solid wall of rock. You’ll burn
a lot of fuel without doing useful work.
Sending large volumes of flow over the relief valve
is really, really inefficient. If you are using the relief
valve for a prolonged amount of time, you are
Figure 25. This is clearly not a good idea.
wasting a lot of energy to produce only heat.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-11
Fixed & Variable Displacement Pumps
Motor has
stalled due to
excessive load Relief Valve
Poppet Has Setting: 600 PSI
Opened Fully
Relief Valve
600 PSI
Flow Through Relief Valve
Relief
Gear Setting
Pump P
Override
(20 GPM)
Cracking
Pressure
Q (Flow in GPM)
Figure 26. System pressure has reached the relief setting, and all flow is being directed through the relief valve. The motor has
stalled.
Using a Pressure Compensated Pump
Now let’s look at how a system with a pressure compensated pump saves energy. The
pump is equipped with a pressure activated valve (compensator) that stays closed under
spring pressure when the hydraulic system is below the maximum pressure. The max-
imum system pressure is set by adjusting the compensator. Clockwise rotation of the
adjustment screw typically increases the maximum system pressure.
Page 7-12 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Min
Displacement Adjustment
Screw Pressure
Compensator
Max Compensator
Displacement
Internal
Control Piston
Adjustment
Screw
Internal
Control Piston
Figure 27. A graphic cutaway and schematic representation of a basic pressure compensated piston pump. The pump in this
image is on-stroke (displacing maximum fluid volume).
When the pump’s flow is sufficiently restricted or blocked in the system, causing the
pressure to rise to maximum levels, the compensator opens. This directs high pressure
fluid into an internal control piston. As this control piston extends, the pump’s displace-
ment is reduced to near zero (off-stroke).
Min
Displacement
Pressure
Max Compensator
Displacement (Open)
Figure 28. The system pressure has risen, triggering the compensator. The control piston takes the pump off-stroke, which
reduces the power required by the prime mover to turn the pump.
The pump now only comes on-stroke to displace enough fluid to maintain the maximum
system pressure. This reduction in displacement conserves input energy and prevents
the build up of excess heat (as would be caused by flow through a spring loaded relief
valve). If the flow control setting remains the same the actuator’s load has not changed,
the pump will go off-stroke again.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-13
Fixed & Variable Displacement Pumps
Relief Valve vs. Compensator Setting
A relief valve is still required in most systems as the ultimate fast-acting protection de-
vice. The relief valve should be set approximately
200 PSI to 350 PSI higher than the pump’s com-
Troubleshooting Tip: If the system
has run at correct temperatures in the pensator to avoid hunting. Hunting is a potentially
past, but it is now overheating, it is possible damaging oscillation that can occur when both
that someone may have adjusted the system the relief valve and the compensator, with nearly
relief valve. identical settings, try to respond to the maximum
system pressure condition.
Compensator
setting: 1000 PSI
Compensator Relief Valve
oscillates Setting: 1020 PSI
Swash plate
goes on and
off stroke
Relief valve
fluctuates
between open
and closed
Figure 29. Hunting (oscillation) occurs when the relief valve and pressure compensator are set to the same, or close to the
same, pressure value. While the relief valve is typically designated to handle oscillation, the internal parts of the pump can
suffer excessive wear and be damaged.
If someone has adjusted either the compensator or the relief valve without knowledge
of the relationship between the two components, a specific procedure should be under-
taken to reestablish the correct settings.
The procedure you might choose to follow is:*
1. Shut down the prime mover.
Page 7-14 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
2. Back out the relief valve to its lowest setting.
3. Tighten down the pump’s compensator, preventing it from reacting.
4. Start the prime mover. This assumes a closed center system. (i.e. all valves have
blocked P ports). Otherwise, you must create a resistance from the pump to the sys-
tem, making sure that the relief valve and the system pressure gauge remain on the
side of the valve that will protect the pump.
5. Adjust (increase) the relief valve to the correct pressure as required for your machinery
(consult the schematics, setup notes, or the manufacturer directly for this informa-
tion).
6. Then, without delay adjust (decrease) the compensator while watching the pressure
fall on the system gauge to the required maximum system pressure (which will typi-
cally be 200 to 400 PSI lower than the relief pressure setting).
*check with your machine manufacturer to make sure you are using a procedure that is safe and correct
for your system
Limiting Stroke
Another popular adjustment on pressure compensat-
ed pumps is the maximum displacement adjustment
screw (stroke limiting screw). It is usually a threaded
rod (with jam nut) protruding from the back of the Stroke
pump. This screw advances the resting or retracted Limiting
Screw
position of the yoke actuating piston. It limits the
maximum stroke of the pumping pistons, thereby
reducing the displacement of the pump.
Outlet
Other Controls
The pressure compensator is the most basic and Inlet
perhaps the most popular control on piston pumps.
There are also other controls such as remote pressure
compensation, the load sensing (or flow compensat- Figure 30. Many pressure compensated piston pumps
ing) pump, and the horsepower or torque limiting allow for the maximum displacement to be adjusted.
pump. These pumps and their settings are covered in
other modules and chapters.
Controlling Wear and Damage
As with any other pump, the fluid needs to be kept clean and free of major particles and
contaminants.
If vacuum becomes excessive at the inlet of the pump due to strainer or inlet hose/isola-
tion valve problems, cavitation and erosion damage will likely occur. In addition, the pis-
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-15
Fixed & Variable Displacement Pumps
tons may also start to pull away from the bronze slipper pads. When the loosely pressed
fit of the slipper pad around the piston’s ball develops enough clearance, the piston will
pull away. The piston will come back to hammer the slipper pad as the rotating group
turns. The result will be catastrophic pump failure.
1. Excessive 2. ...will pull the 3. ...resulting 1. 2. ...will result 3. ...resulting in slipper
vacuum at the piston ball/slipper in catastrophic Contamination in lubrication pad failure and pump
pump inlet... clearance open... pump failure. here... film loss here... destruction.
Figure 31. Excessive vacuum at the inlet can lead to Figure 32. Contamination can cause pump destruction.
catastrophic pump failure.
The same type of destruction can also occur if a large particle plugs the fluid migration
passage through the back of the piston. This passage must remain open to allow a small
amount of oil to lubricate the piston to slipper pad ball joint and to float and balance the
slipper pad on the swash plate surface.
Case Drain Pressure
A blocked or restricted case drain line may cause excessive case drain
pressure which can also cause slipper pad failure. The case drain al-
lows oil that migrates through the pistons, oil that leaks out in the mi-
nor clearance between the cylinder barrel and porting plate, and the
yoke actuating piston oil, to flow back to tank. Restriction in the case
drain line can compromise these very important flows. The case drain
pressure should be checked periodically to make sure that is does not
exceed the rated maximum (often between 10 – 15 PSI).
Figure 33. Do you know what the
max case drain pressure on your Measuring Internal Leakage
pump should be?
A common strategy to determine excessive wear on a piston pump is
to measure the case drain flow with a flow meter. While excessive flow
on this line can in fact indicate wear, by the time there is a lot of flow
from the case drain, the wear may well be quite extensive.
Figure 34. Putting a flow meter on
the case drain outlet might not be a
good idea.
Page 7-16 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Particles
cause
damage
over time
Figure 35. Measuring the case drain flow can indicate
the degree of wear, but may not reveal cross port leakage
early on caused by three body wear.
As a piston pump loses volumetric efficiency (flow rate Pump Volumetric Efficiency
drops at higher pressures) it is often an indicator of three
body wear. Three body wear happens when particles are The final actual flow volume dis-
ground between two other moving surfaces. In a piston charged by the pump at maximum
pump this usually means that hard particles are being pressure versus the volume at zero
ground and abraded between the cylinder barrel’s porting pressure is the true indicator of pump
face and the porting plate. Circular grooves will begin to volumetric efficiency.
appear in the porting plate’s soft surface that connect the
inlet port to the outlet port. These grooves allow cross-port leakage or slippage. At
higher system pressures, some of the pump’s displaced fluid will find it easier to flow
from the outlet back across to the inlet through the grooves than to flow out into the
loaded system. This wear does not typically show up
Don’t forget to
on excessive case drain flows until the damage is fill the pump
extensive. housing with
clean oil when
installing a
Leaving a flow meter permanently installed on the pump.
case drain line is another fairly common yet ques-
tionable practice. The typical inexpensive spring and
magnet style flow meter imposes a back pressure of
somewhere between 3 and 8 PSI (depending on the
size). If maximum allowable case drain pressure is 10
PSI, as it is for many pumps, then you may be at or
approaching pressure levels that could impede the
case drain flow. It would be rather unfortunate and
expensive to damage or destroy a pump (possibly
damage the entire system) due to incorrect use of Figure 36. Simple tasks, like filling the pump housing
an instrument that was intended to help diagnose with clean oil when re-installing a pump, can prevent
problems. immediate and future problems.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-17
Fixed & Variable Displacement Pumps
Hydrostatic Drives (Closed Loop Circuits)
Piston pumps are commonly used to provide fluid flow for hydrostatic drives. A
skid steer loader and many crawlers use a closed loop system or hydrostatic drive. In its
simplest form, the circuit has a hydrostatic pump which sends fluid through a motor or
two parallel motors.
Pump
Tractor
Diesel Hydraulic
Motors
Figure 37. Using the engine speed to determine motor speed is not effective. At low RPMs, the engine is converting very little
chemical energy (fuel). Therefore, the hydraulic motors have limited strength (torque).
Using the engine speed to determine the speed of the motors in a hydrostatic drive
limits the power available in the hydraulic system. It is always best to select the optimum
engine speed and then set the speed of the motors on the hydrostatic loop by con-
trolling the position of the pump’s swash plate. In reality the circuit contains a number of
additional components. Let’s identify them and examine their purpose.
Swash
Plate Angle
Figure 38. A more realistic (and more complex!) hydrostatic circuit.
Page 7-18 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
Case Drain Flushing Relief
Charge
Relief
Cross Port
Relief Hot Oil
Relief
Charge
Pump Cross Port
Relief Hot Oil
Shuttle
Figure 39. Common hydrostatic system components.
Pump Controls on Complex Hydrostatic Pumps
The pump contains a number of pressure limiting valves to allow the pump to compen-
sate for the high pressure and de-stroke when a selected maximum pressure for the
machine’s circuit has been reached. This maximum pressure is operator selected from a
control panel.
Max Forward Pressure
Main Pressure
Compensator
Valves
Fwd
Remote Function
Cross Port (Max. Pressure Control
Relief from Operator.)
Valves
Rev
Max Reverse Pressure
Figure 40. An example of a hydrostatic pump that allows remote adjustment of the pump’s built-in pressure limiting values.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-19
Fixed & Variable Displacement Pumps
On many machines there is a separate maximum pressure control on the operator’s
panel for each direction. In the case of a very sudden and unexpected pressure spike,
perhaps from a momentary jam, the pump will shunt high pressure fluid from the active
working line, across to the return line creating a fluidic short circuit thereby preventing
the pressure from rising any higher. Remember that when pressure is limited, so is the
mechanical force that the machine can exert. Of the course the slightly slower respond-
ing, pressure compensating/de-stroking function within the pump will also begin to
react to any overpressure condition.
Out-Hole Return Out-Hole Return
To Injector - Out-Hole To Injector - Out-Hole
Figure 41. An overpressure condition from an overloaded Figure 42. A sharp back pressure spike from a very suddenly
motor causes the pump to pressure compensate. overloaded motor causes the pump to pressure compensate,
and to briefly open its cross port relief valve.
Swash Plate The swash plate or swash cradle within the pump is the
Swash variable device that regulates how far the pistons are
Plate Angle allowed to stroke, thereby determining the maximum
output flow, and consequently the motor speed, at any
particular moment.
Pump On many hydrostatic drives the operator uses a joystick to
electrically instruct a servo valve on the hydrostatic pump
The swash plate is so important that to move the swash cradle to specific angle. This select-
it is represented by its own schematic ed angle allows the pistons inside the pump’s cylinder
symbol! barrel to use a specific stroke length which in turn limits
the pump’s output flow at that moment, independent of
the chosen RPM’s of the diesel engine that is turning the
pump. The joystick also determines whether the motors are to turn clockwise or counter
clockwise and how fast.
Page 7-20 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
2. ...which
determines the angle
of the swash cradle...
1. The joystick
& stroker servo
valve send fluid 3. Which in turn sets
into this vane the stroke of the
chamber... pistons & determines
the displacement of
the pump.
Figure 43. Parker Denison Gold Cup Series (Courtesy of Denison Hydraulics)
Forward
1. As the spool moves to the left...
Motor
Reverse
Control
Piston 3. The servo valve body
catches up with the
2. ... the servo Swash Plate spool, canceling the
cylinder retracts, command as the new
Reverse Forward pump displacement
changing the pump’s
displacement. B A value is reached.
Figure 44. A valve on or inside the pump positions the swash plate. The servo function of the valve closes flow to the control
piston when desired pump displacement is attained.
Hot Oil Shuttle Valve
A typical hydrostatic circuit also contains a valve
group that allows a certain percentage (approxi-
mately 10 – 15%) of the hot fluid traveling around
the loop to bleed off for filtration and cooling.
The hot oil shuttle group typically consists of two
Figure 45. Hot oil shuttle valves are easy to find. Most hydro-
cartridge style valves that are threaded into an
aluminum or steel cavity that has three hose ports. static loops, including those found on coiled tubing trucks,
One of these two valves is the hot oil shuttle valve use hot oil shuttle valves to control oil temperature.
itself. This valve is connected to both the A and B side of the hydrostatic loop. The valve
is piloted into position by the higher pressure side of the loop.
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-21
Fixed & Variable Displacement Pumps
Once the valve is piloted into position by the high
Return to pressure side of the loop the valve allows a con-
tank trolled amount of fluid to pass through a pressure
Hot oil bleed- valve, the second cartridge in the cavity, which keeps
A and B off pressure
(relief ) the lower pressure side of the loop from loosing all
lines on
hydrostatic cartridge of its pressure. The fluid that passes through the hot
loop valve oil shuttle carries on through a filter and a cooler,
(a radiator like device) before being returned to the
reservoir. In many designs the fluid coming out of the
hot oil shuttle first travels to the flushing ports (or
case drain) on the motors to provide lubrication and
contaminant flushing before heading back to the
Hot oil bleed-off shuttle
valve (both ends) cooler and return line filter.
Figure 46. A hot oil shuttle valve
300 PSI “A” line pressure
pilots (moves)
the shuttle into
position
260 PSI
B A small Relief valve
amount of limits flow
Swash Plate Angle “B” line fluid and keeps
bleeds off. “B” line
pressurized.
Figure 47. Hot oil shuttle valve used in a hydrostatic loop
The hot oil shuttle cannot be allowed to release oil at zero pressure for a number of rea-
sons. Remember that a second simple, fixed displacement charge pump is built into the
hydrostatic pump to replace the oil in the loop that is lost through the hot oil shuttle and
through the case drains on the motors and the pump. The volume of oil that is allowed
to enter the loop from the charge pump is the sum of the volumes leaking out of the
system at all of the case drains and at the hot oil shuttle.
Page 7-22 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
Fixed & Variable Displacement Pumps
The symbols for pumps and motors often include
a dotted line for a third hose connection. Rotating
equipment such as pumps and motors often need
a supply of flushing oil to lubricate bearing surfaces
and to wash away fine filings and contaminants. In
the case of piston pumps and piston motors, they
also use a method of porting to get oil in and out of
the rotating pistons that can’t possibly be made leak
free. So, now you know why there are case drains and
why there is constant, low volume case drain flows Figure 48. The fixed displacement charge pump replaces
in these lines. If it wasn’t for the charge pump which oil in the loop that is lost through the hot oil shuttle and
makes up for these losses, the system would cavitate. the case drains.
Pump Troubleshooting
Common Malfunctions
Inadequate Delivery
If a pump control (compensator, stroking valve etc.) is
not to blame for a pump malfunction, then a simple
lack of flow is the most common pump malfunction.
Simply put, your system will be running slow. This
will likely indicate internal pump wear occurring from
extreme age or from lack of regular maintenance.
If the fluid is kept clean, and the pump’s shaft is in
perfect alignment with the prime mover, a pump
should provide many hours of life before it develops
the kind of internal leakage that you can notice at
the hydraulic cylinder or motor.
Figure 49. Whether it’s fixed or variable displacement,
regular system maintenance is vital in keeping your
Inability to Develop Required System Pressure
pump in good working order!
Can the pump be blamed for a lack of pressure? Yes it can, especially if
it has pressure limiting controls built in. In this case it is a control valve
on the pump that may not be working correctly, and not a problem
with the pump internals. Aside from this factor, most pumps will have
experienced a drop in volumetric efficiency over a long period of time
before they are worn badly enough to cause a loss of pressure. Re-
member that the entire output volume of the pump must be taking
a path that is less resistant to flow than they hydraulic system (valves
and cylinders) in order for pressure to drop.
Figure 50. Can the pump be
blamed for a lack of pressure?
CD Industrial Group Inc. www.cdindustrialgroup.com Rev. 04/19 Page 7-23
Fixed & Variable Displacement Pumps
The Human Element
For all of the test equipment that can be purchased for diagnos-
ing pumps, the most important instrument is the one on our
shoulders.
• Use the senses.
• You can sometimes hear or feel bearing failures.
• The “ping” of cavitation is a distinct sound.
Diagnostic Tools
• Regular heat and gauge checks.
• Provide for installation of a pressure gauge at the outlet port.
Figure 51. Don’t forget to use your sens- • Provide for the installation of a vacuum gauge on the inlet port.
es when troubleshooting!
The Fluid Medium
• Check the type and viscosity of oil before filling the reservoir.
• Don’t change the oil type without consultation from your pump manufacturer and
lubricator distributor.
• Match, but don’t mix oil types. Some additives are incompatible with each other and
will erode yellow metals quickly.
• Contamination must be prevented. Maintain filters and analyze oil samples from time to
time.
Page 7-24 Rev. 04/19 www.cdindustrialgroup.com CD Industrial Group Inc.
You might also like
- Advanced Mobile With Load Sense Hydraulic Troubleshooting CD Industrial Group Inc100% (1)Advanced Mobile With Load Sense Hydraulic Troubleshooting CD Industrial Group Inc7 pages
- Piston Pump (Main) - Test: SMCS - 5070-081100% (2)Piston Pump (Main) - Test: SMCS - 5070-08116 pages
- Hydraulic Systems in Construction MachineryNo ratings yetHydraulic Systems in Construction Machinery2 pages
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768No ratings yetInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 7688 pages
- Unloader Valve (Discharging) : Technical ManualNo ratings yetUnloader Valve (Discharging) : Technical Manual4 pages
- The Seven Most Common Mistakes in HydraulicNo ratings yetThe Seven Most Common Mistakes in Hydraulic2 pages
- The Next Generation in Air Intake DesignNo ratings yetThe Next Generation in Air Intake Design4 pages
- Net Flywheel Power 177 KW - 240 HP Operating Weight 30 400 KGNo ratings yetNet Flywheel Power 177 KW - 240 HP Operating Weight 30 400 KG4 pages
- Doosan Infracore Generator Engine: Ratings (KWM/PS)No ratings yetDoosan Infracore Generator Engine: Ratings (KWM/PS)4 pages
- Fluid Lecture - Chapter - 3present - EENo ratings yetFluid Lecture - Chapter - 3present - EE31 pages
- Travel Motor - Wheel Excavator Doosan Dx55w - Hydraulic Parts - 777partsNo ratings yetTravel Motor - Wheel Excavator Doosan Dx55w - Hydraulic Parts - 777parts2 pages
- GASKET SET - WHEEL EXCAVATOR Doosan DX55W - ENGINE PARTS - 777partsNo ratings yetGASKET SET - WHEEL EXCAVATOR Doosan DX55W - ENGINE PARTS - 777parts2 pages
- GEAR HOUSING - WHEEL EXCAVATOR Doosan DX55W - ENGINE PARTS - 777partsNo ratings yetGEAR HOUSING - WHEEL EXCAVATOR Doosan DX55W - ENGINE PARTS - 777parts2 pages
- SIDE MIRROR - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetSIDE MIRROR - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts2 pages
- Cam Chain/Tensioner: Ref. No. L.O.N. (Relative Ref. Number) Description F.R.TNo ratings yetCam Chain/Tensioner: Ref. No. L.O.N. (Relative Ref. Number) Description F.R.T1 page
- SEAT MOUNTING - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetSEAT MOUNTING - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts2 pages
- LUBRICATION PIPING - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetLUBRICATION PIPING - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts2 pages
- CABIN (2) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts100% (1)CABIN (2) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts3 pages
- FUEL TANK - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetFUEL TANK - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts3 pages
- CABIN (4) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetCABIN (4) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts2 pages
- CABIN (3) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777partsNo ratings yetCABIN (3) - WHEEL EXCAVATOR Doosan DX55W - BODY PARTS - 777parts2 pages
- Right Crankcase Cover: Ref. No. L.O.N. (Relative Ref. Number) Description F.R.TNo ratings yetRight Crankcase Cover: Ref. No. L.O.N. (Relative Ref. Number) Description F.R.T1 page
- Tittle: Gesturing Gives Children New Ideas About MathNo ratings yetTittle: Gesturing Gives Children New Ideas About Math3 pages
- Measuring Shrinkage From Mold Dimensions of Thermoplastics: Standard Test Method ofNo ratings yetMeasuring Shrinkage From Mold Dimensions of Thermoplastics: Standard Test Method of8 pages
- Forensic Accounting 1st Edition Rufus Fast Access0% (1)Forensic Accounting 1st Edition Rufus Fast Access311 pages
- Epidemiological Concepts For Health Care Administration - IDRev2No ratings yetEpidemiological Concepts For Health Care Administration - IDRev232 pages
- Environmental Impacts of Metallurgical EngineeringNo ratings yetEnvironmental Impacts of Metallurgical Engineering38 pages
- SOMOL Robert Dummy Text or The DiagrammaNo ratings yetSOMOL Robert Dummy Text or The Diagramma22 pages
- Practice Note: Competence and Compellability of Witnesses100% (1)Practice Note: Competence and Compellability of Witnesses3 pages
- White Paper: Sensors For Industrial IotNo ratings yetWhite Paper: Sensors For Industrial Iot13 pages
- Application of Operation Research in Steel IndustryNo ratings yetApplication of Operation Research in Steel Industry6 pages
- Prayer to Renounce Pride & Embrace God's Truth100% (2)Prayer to Renounce Pride & Embrace God's Truth5 pages
- One Month of Mindfulness: Mindful Walk in Your Cleaning Your Teeth orNo ratings yetOne Month of Mindfulness: Mindful Walk in Your Cleaning Your Teeth or1 page