0% found this document useful (0 votes)
84 views8 pagesDRILLING
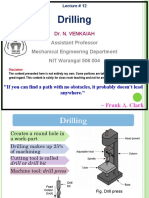
There are three main types of drilling machines used for single component drilling: sensitive drilling machines, pillar drilling machines, and radial drilling machines. Sensitive drilling machines are best for small diameter holes and require skill for hand feeding. Pillar drilling machines are stronger and can automatically feed larger drill bits. Radial drilling machines allow drilling from multiple angles. Gang and multi-spindle drilling machines are used for mass production drilling of multiple holes simultaneously. Proper speeds and feeds as well as work holding methods like vices and fixtures are required for accurate drilling.
Uploaded by
ochiengbrian133Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
84 views8 pagesDRILLING
There are three main types of drilling machines used for single component drilling: sensitive drilling machines, pillar drilling machines, and radial drilling machines. Sensitive drilling machines are best for small diameter holes and require skill for hand feeding. Pillar drilling machines are stronger and can automatically feed larger drill bits. Radial drilling machines allow drilling from multiple angles. Gang and multi-spindle drilling machines are used for mass production drilling of multiple holes simultaneously. Proper speeds and feeds as well as work holding methods like vices and fixtures are required for accurate drilling.
Uploaded by
ochiengbrian133Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
/ 8