0% found this document useful (0 votes)
34 views41 pagesSPC Variables
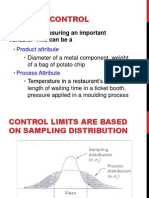
This document discusses statistical process control and process capability. It explains that SPC involves monitoring processes to predict and prevent nonconformance. Control charts are an SPC tool used to analyze, maintain, and improve processes by distinguishing between common and special causes of variation. The document provides details on establishing control charts, including initial data collection and calculation of control limits, and using the charts for ongoing process monitoring and improvement.
Uploaded by
devil hunterCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
34 views41 pagesSPC Variables
This document discusses statistical process control and process capability. It explains that SPC involves monitoring processes to predict and prevent nonconformance. Control charts are an SPC tool used to analyze, maintain, and improve processes by distinguishing between common and special causes of variation. The document provides details on establishing control charts, including initial data collection and calculation of control limits, and using the charts for ongoing process monitoring and improvement.
Uploaded by
devil hunterCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
/ 41