0% found this document useful (0 votes)
1K views61 pagesCNC Part Programming
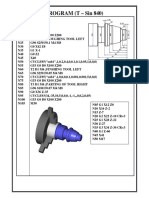
The document describes developing part programs for CNC turning, milling, and verifying on simulation software. It involves:
- Co-developing part programs that control machine tool movement and auxiliary functions to produce a part.
- Using codes for functions like linear interpolation, spindle speed, coolant, and tool changes.
- Inputting the program into the machine control unit which reads, decodes, and implements the coded instructions to generate axis motion and control auxiliary functions.
Uploaded by
rajaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
1K views61 pagesCNC Part Programming
The document describes developing part programs for CNC turning, milling, and verifying on simulation software. It involves:
- Co-developing part programs that control machine tool movement and auxiliary functions to produce a part.
- Using codes for functions like linear interpolation, spindle speed, coolant, and tool changes.
- Inputting the program into the machine control unit which reads, decodes, and implements the coded instructions to generate axis motion and control auxiliary functions.
Uploaded by
rajaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
/ 61