BEC602 - Module 5 Part 2, Structured Design and Testing
Uploaded by
intiyazintiyaz14BEC602 - Module 5 Part 2, Structured Design and Testing
Uploaded by
intiyazintiyaz14VLSI Design and Testing 1 Introduction
Dr. T. THIMMAIAH INSTITUTE OF TECHNOLOGY
Department of Electronics and Communication Engg.
VLSI Design and Testing(BEC602)
Structured Design and Testing
1 Introduction
1.1 Introduction to VLSI Design Styles
Integrated circuit (IC) design can be described using three main design domains:
1. Behavioral Domain – Describes what the system should do.
2. Structural Domain – Describes how the system is logically constructed.
3. Physical Domain – Describes how the system is physically implemented.
Each domain provides significant design flexibility:
1. In the behavioral domain, designers can choose between sequential or parallel
algorithms.
2. In the structural domain, decisions include logic families, clocking strategies, and
circuit styles.
3. In the physical domain, implementation options range from chips to boards and
cabinets.
These domains are organized hierarchically into several levels of abstraction:
1. Architectural or functional level
2. Register Transfer Level (RTL)
3. Logic level
4. Circuit level
Each level provides multiple implementation options and supports a variety of design styles.
Here, we are mainly going to focus on popular design styles, and structured hierarchical
design.
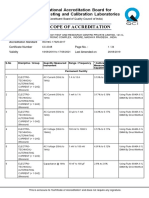
1.2 Design Flow Approaches
1. Contemporary Design Flow(Figure a):
Follows a step-by-step approach through abstraction levels.
Requires verification of equivalence between each level (e.g., from behavior to RTL,
RTL to logic).
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 1
VLSI Design and Testing 1 Introduction
2. Ideal Design Flow(Figure b):
Fully synthesizes the system from a high-level specification.
Minimizes manual intervention and verification efforts.
PROBLEM SPECIFICATION
ARCHITECTURE DEFINITION
SIMULATE & COMPARE PROBLEM SPECIFICATION
BEHAVIORAL COMPILER
LOGIC DESIGN
BEHAVIORAL DESCRIPTION
SIMULATE & COMPARE
STRUCTURAL COMPILER
STRUCTURAL DE-
CIRCUIT DESIGN SCRIPTION (CIRCUIT)
PHYSICAL COMPILER
SIMULATE & COMPARE
PHYSICAL DESCRIP-
TION (LAYOUT)
LAYOUT
FAB
(b): Ideal
EXTRACT SIMULATE COMPARE
FAB
(a): Current
Figure 1: Current and ideal design approaches
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 2
VLSI Design and Testing 2 Design Styles
2 Design Styles
2.1 Introduction
A good VLSI design system should provide consistent descriptions across:
All three design domains: behavioral, structural, and physical
All relevant levels of abstraction
The effectiveness of a design system can be measured using various design parameters:
Performance — speed, power, functionality
Size of die
Time to design and ease of use
Ease of test generation and overall testability
Design is a process of making trade-offs to achieve acceptable results across all these parameters.
Therefore, the tools and methodologies selected for a particular chip depend on:
Required performance specifications (e.g., speed or power)
Economic factors (e.g., die size and yield)
Designer preferences or familiarity (subjective factors)
Given the complexity of silicon-based system design, the role of VLSI design aids is to:
Reduce design complexity
Ensure the designer achieves a working product
2.1.1 Simplifying Design Through Constraints and Abstractions
Constraints help automate the design process, reducing manual effort
Abstractions help manage complexity by hiding lower-level details
Ideally, the choice of methodology is economically driven, provided all styles are available.
Key considerations:
Functionality determines which methods are suitable
Some styles may be unsuitable due to layout inefficiencies
Die cost is estimated after choosing the style
The fastest method to achieve that cost-effective design is preferred
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 3
VLSI Design and Testing 2 Design Styles
2.2 Structured Design Strategies
One of the main goals of the Mead and Conway approach to VLSI design was to empower
system designers to implement high-performance systems directly in silicon.
To achieve this, it is essential to reduce the complexity of IC and system-level design. This
is especially important because:
– Expert industrial teams require man-years to complete chip designs.
– Expecting novice or academic teams to match this effort without simplification is
unrealistic.
Adapting Software Design Methods
The field of software engineering has developed effective strategies for managing large, complex
systems. These can be:
Adapted or re-adapted to the VLSI design domain
Used to make the IC design process more accessible to novices
Utilized by experts to manage growing complexities — especially with circuits having
millions of devices
2.2.1 Hierarchy
Hierarchy is a fundamental strategy used in structured VLSI design. It involves:
Dividing a complex module into submodules
Repeating this subdivision recursively until each submodule is simple enough to be easily
understood and implemented
This strategy is similar to practices in software design, where:
Large programs are decomposed into smaller components
Eventually yielding simple subroutines with well-defined functions and interfaces
Parallel Hierarchy in VLSI Design Domains
Recall that VLSI design can be described in three main domains:
1. Behavioral
2. Structural
3. Physical
Hierarchy can be applied in parallel within each domain:
Behavioral domain: An adder may be represented by a subroutine describing its operation
Structural domain: A gate-level connection diagram specifies how it is built logically
Physical domain: A layout section describes its actual physical structure
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 4
VLSI Design and Testing 2 Design Styles
Consistency Across Domains
As larger structures are built from smaller ones (e.g., combining multiple adders), this hierarchical
approach can be extended in all three domains. Throughout this process:
Domain-to-domain comparisons are essential to ensure that each representation
(behavioral, structural, and physical) is consistent with the others
2.2.2 Modularity
Modularity is a key principle in structured VLSI design. It complements hierarchy by dividing a
system into a set of submodules that are easier to understand, manage, and implement.
Characteristics of a “Well-Formed” Module
The concept of a “well-formed” module varies, but we can borrow principles from structured
software design. A well-formed module should have:
A well-defined interface — In software, this is an argument list with types. In VLSI, it
includes:
– Position and name of external connections
– Layer type and size
– Signal type (input/output, power/ground)
A clearly defined function — The module’s purpose must be unambiguous.
Modularity benefits both the designer and the design system by:
Clarifying and documenting the design strategy
Enabling automated checking of module attributes
Supporting team-based design, where multiple designers work on different parts of the chip
Programming Analogies in VLSI Design
Structured programming relies on three basic constructs:
1. Concatenation
2. Iteration
3. Conditional selection
These have parallels in IC design:
Concatenation → Cell abutment: IC cells are placed adjacent to one another, with
connections formed on shared boundaries.
Iteration → Arrays of cells: One- or two-dimensional arrays of identical cells (e.g., memory
arrays).
Conditional selection → Programmable Logic Arrays (PLAs): Logic behavior is defined by
the placement of transistors in an array.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 5
VLSI Design and Testing 2 Design Styles
Parameterization and Modularity
When these programming constructs are combined with parameterization (e.g., setting sizes or
bit widths via parameters), the design becomes highly modular, reusable, and scalable.
2.2.3 Regularity
Regularity is another key principle in structured VLSI design. It refers to the repeated use of
uniform structures to simplify the design, verification, and manufacturing processes.
Example: Iterative Arrays
The formation of arrays of identical cells, such as those used in memory or arithmetic units, is a
basic form of regularity. It leverages repetition to reduce complexity.
Regularity Across Design Levels
Regularity can be applied at various levels in the design hierarchy:
Circuit Level:
– Use of uniform transistor sizes and types instead of individually optimized devices.
Logic Module Level:
– Use of identical gate structures throughout the design.
Architecture Level:
– Replication of identical processor elements or functional units in large systems.
Data-path Construction:
– Modules may differ internally by function, but share a common interface structure
(e.g., power, ground, clock, buses).
Benefits of Regularity
Simplifies design and layout
Improves manufacturability and yield
Facilitates verification and testing
Supports correct-by-construction design methodology
Aids formal verification methods
2.2.4 Locality
Locality is a design principle that supports modularity and hierarchy by reducing interdependence
between modules.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 6
VLSI Design and Testing 2 Design Styles
Encapsulation and Information Hiding
When a module has a well-characterized interface, the internal implementation details become
irrelevant to external modules. This technique, known as information hiding, reduces complexity
by:
Isolating design changes to individual modules
Minimizing external impact from internal changes
Encouraging self-contained module development
This concept mirrors software engineering practices, where the use of global variables is
discouraged to preserve locality and reduce side effects.
Implications for Physical Design
Physical design should avoid overlapping connections with a module’s internals to preserve
its integrity.
Module interaction should be limited to defined interfaces only.
Placement Strategy
Modern design approaches often favor:
“Wires first, then modules” — global wiring paths are planned before module placement,
ensuring shorter and more efficient interconnections.
This is in contrast to older methods of “place modules, then route”, which can result in
congested or suboptimal wiring.
Benefits of Locality
Reduces global interconnections
Improves layout efficiency
Enhances reusability and maintainability
Enables scalable and systematic VLSI design
2.3 Handcrafted Mask Layout
Handcrafted mask layout refers to custom, unconstrained layout techniques where the designer
manually creates the physical layout at the mask level.
2.3.1 Characteristics
Traditional and still widely used, especially by semiconductor vendors.
Involves direct layout of functional subsystems at the physical level.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 7
VLSI Design and Testing 2 Design Styles
Typically handled by designers with specialized knowledge in logic design, circuit behavior,
and fabrication processes.
2.3.2 Evolution of Layout Techniques
Early methods: Cutting RUBILITH and drawing on MYLAR.
Intermediate stage: Digitization of drawn layouts.
Modern methods: Interactive graphical layout editors.
2.3.3 Advantages
Allows optimization at the transistor level.
Can result in high-performance and area-efficient layouts.
2.3.4 Challenges
Time-consuming and complex, especially for VLSI circuits with millions of transistors.
Requires significant manual effort and expertise.
Lack of constraint can lead to inconsistencies between:
– Behavioral description
– Structural specification
– Physical layout
Before the development of circuit extraction tools, validating the layout was difficult.
2.3.5 Modern Tools
Circuit extraction tools can now analyze the mask-level layout and reconstruct the
equivalent circuit.
Ensures consistency and aids in verification and simulation.
2.4 Gate Array Design
Gate arrays have gained widespread popularity as an LSI/VLSI implementation medium. This is
due to a combination of factors including:
Readily available vendors,
Availability of robust design tools,
Compatibility with TTL designs, enabling system designers to migrate from board-level to
silicon implementations with minimal effort,
Cost-effectiveness for certain classes of ICs.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 8
VLSI Design and Testing 2 Design Styles
The constrained physical layout of gate arrays allows the development of bounded design tools.
While this does not necessarily reduce the complexity of the tools themselves, it makes the design
space more manageable.
2.4.1 Structure of Gate Arrays
Gate arrays are characterized by a regular array of identical sites, with each site consisting of a set
of circuit elements. In CMOS technology, these sites typically include multiple nMOS and pMOS
transistors.
Examples of Site Structures:
Six-Transistor Site: Contains 3 nMOS and 3 pMOS transistors. Gates are connected in
common, and source/drain terminals are connected as shown in the schematic.
Figure 2: Six-Transistor Site
Layout View: A physical layout corresponding to the six-transistor site, showing metal and
polysilicon routing.
Figure 3: Six-Transistor Site:Layout View
Four-Transistor Site: Includes two nMOS and two pMOS transistors. One n-p pair has a
common gate connection; the other pair has separate gate signals. This configuration easily
implements transmission gates and inverters, useful for latches.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 9
VLSI Design and Testing 2 Design Styles
Figure 4: Four-Transistor Site
Static Latch Site: Six transistors are ratioed specifically to implement static latches. This
site is one of two cells used in a memory-logic gate array.
Figure 5: Static Latch Site
Metal-Programmable Site: Features a continuous array of transistors with functionality
defined entirely by metal interconnects, similar to the CMOS cell array method.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 10
VLSI Design and Testing 2 Design Styles
Figure 6: Metal-Programmable Site
2.4.2 Advantages of Gate Arrays
Predefined Topology: Enables wafer stockpiling up to a certain fabrication step (usually
metallization).
Post-Fabrication Personalization: Final logic is defined by customizing metal layers,
significantly reducing mask and fabrication cost.
Reduced Time-to-Market: Design turnaround is faster since only a fraction of the usual
mask cost (typically 1/8 to 1/4) is incurred.
2.4.3 Disadvantages and Trade-offs
Wasted Area: All transistors are pre-fabricated; unused transistors occupy valuable chip
area.
Fixed Placement and Configuration: Limits the achievable optimization in area and
performance.
Memory/Logic Ratio Constraints: Vendors must estimate suitable ratios of RAM/ROM
to logic blocks in advance.
2.4.4 Typical Gate Array Floorplan
Arrays of sites are separated by routing channels.
Directional routing rules are applied:
– Metal layers typically run horizontally.
– Polysilicon or other routing layers run vertically.
I/O cells surround the logic core and are mask-programmable.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 11
VLSI Design and Testing 2 Design Styles
Figure 7: Typical Gate Array Floorplan
Example Cell: CMOS Site Structure
A typical 6-transistor CMOS site can implement a variety of 3-, 2-, or 1-input logic gates.
Routing:
– Metal connections internal to the cell are used for logic.
– External connectivity uses vertical metal and horizontal polysilicon runners.
Figure 8: Typical 6-transistor CMOS site
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 12
VLSI Design and Testing 2 Design Styles
2.4.5 Design Considerations
Designers must address the following during gate array implementation:
Transistor sizing.
Routing channel width,
Placement and routing of discretionary wiring.
2.4.6 Design Flow Example: IGC-20000D
START
Customer
Create schematic diagrams;
Define preliminary test vectors;
Verify correct functionality
Customer/Intersil
Phase 1 Translate to IGC20000 CMOS macros;
Design Encoded in TEGAS;
Translation Perform pre - layout simulation
Revisions
Intersil
Perform preliminary placement on array;
Recommend schematic
changes where required
Intersil
Perform final placement
and automatic routing
Intersil Customer approval
Calculate interconnection - related delays;
Phase 2 Perform post - layout TEGAS simulation
Design
Implementation Customer
Provide complete test vectors
Intersil
Create pattern generator tape
Intersil
Fabricate masks and wafers;
Phase 3
Perform wafer probe;
Fabrication
Assemble packages; Test; Ship prototypes
Figure 9: Gate array design flow
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 13
VLSI Design and Testing 2 Design Styles
Customer provides a logic schematic and test vectors.
Logic is verified using test vectors.
Logic schematic is converted to CMOS gate-array macros.
Initial simulation is performed.
Cells are placed and automatically routed.
Necessary revisions are sent to the customer.
Once finalized, a full simulation including parasitics is done.
Final chip is manufactured and tested with customer test vectors.
Meaning of Intersil and TEGAS
Intersil: A semiconductor manufacturing company known for analog and mixed-signal ICs. In
the diagram, “Intersil” refers to the internal design or fabrication team responsible for tasks
like macro translation, simulation, placement, routing, and chip fabrication.
TEGAS: A design and simulation environment, possibly proprietary or domain-specific.
TEGAS is used for pre-layout and post-layout simulation of CMOS designs to verify func-
tionality before and after physical implementation.
2.5 Standard Cell Design
Standard cell design is a method of VLSI implementation using a library of predefined logic
and circuit cells.
These cells enable efficient digital system design and are modular in nature, similar to
TTL-based gate arrays.
Designers familiar with ITL (Integrated TTL Logic) databooks can easily relate to this
approach.
2.5.1 Types of Standard Cells
Standard cells vary in complexity:
SSI (Small Scale Integration): Basic gates and latches.
MSI/LSI (Medium/Large Scale Integration): More complex modules such as ROMs,
RAMs, and PLAs.
2.5.2 Availability and Commercial Adoption
Initially, standard cell systems were available only in large companies.
Over time, commercial tools have made standard cell design accessible to broader markets,
facilitating faster and more affordable custom chip design.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 14
VLSI Design and Testing 2 Design Styles
2.5.3 Mask Requirements
Standard cell design typically requires a full mask set.
However, design trade-offs can be introduced to reuse chips for various applications.
For example, personalizing a ROM or control PLA block allows flexibility in functionality
without redesigning the entire chip.
2.5.4 Comparison with Gate Arrays
Table 1: Comparison between Standard Cell and Gate Array Design
Feature Standard Cell Design Gate Array Design
Flexibility Cells can be placed anywhere on the chip Uses a fixed base array of cells
Customization Full customization of all mask layers Only upper layers are customized
Performance Generally higher due to optimized layout Lower performance
2.5.5 Floorplanning and Layout
A typical floor plan for a chip designed with standard cells is shown in figure below:
Figure 10: Typical standard cell floor plan
Standard cell chips use a structured floorplan:
Cells are placed in rows separated by routing channels.
Rows are arranged in columns.
Larger functional blocks (e.g., RAMs) are positioned for optimal interconnect with
surrounding logic.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 15
VLSI Design and Testing 2 Design Styles
MSI cells often have a fixed height and variable width to accommodate logic complexity, as
illustrated in figure below:
Figure 11: Standard MSI cells format
2.5.6 Hierarchical Design Approach
Modern standard cell systems support hierarchical design:
Primitive cells are grouped into functional blocks.
Functional blocks are further grouped to define the complete chip.
Enables better design reuse, scalability, and modularity.
2.5.7 Skeleton Cell Layout
A skeleton view of a standard cell is shown in figure below:
Figure 12: Standard cell skeleton
Power rails typically run horizontally using the first metal layer.
I/O connections are routed vertically using polysilicon or second metal layer.
I/O access styles can vary depending on the cell library and are illustrated in figure below:
Figure 13: I/O access styles
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 16
VLSI Design and Testing 2 Design Styles
2.5.8 Advantages of Standard Cell Design
High performance due to optimized layout and routing.
Reuse of verified, modular cell libraries.
Scalability to both small and large VLSI systems.
2.6 Symbolic Layout Methods
In earlier sections, we discussed several techniques to reduce the complexity of IC (Integrated
Circuit) design tasks.
These techniques included:
Hierarchy
Regularity
Modularity
Locality
Building upon these ideas, there is now a growing interest in symbolic layout methods. These
approaches aim to simplify the lower-level details of IC design by:
Hiding process design rules
Capturing structural and physical domain information in a looser, more abstract
format
Essentially, symbolic layout creates a representation similar to an “assembly language” in
software, offering:
Simplified low-level design at the bottom of the design hierarchy
Ease of use for system designers, without needing to handle the detailed process-specific
layout rules
Key Points:
Symbolic layout methods focus on abstraction to speed up and simplify IC layout tasks.
They represent structural and physical properties symbolically rather than with strict
geometrical precision.
Designers work at a higher level of abstraction, improving productivity while hiding
complex fabrication constraints.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 17
VLSI Design and Testing 3 Testing
3 Testing
3.1 Introduction
In LSI (Large Scale Integration) and VLSI (Very Large Scale Integration) design, an
important consideration is the testing of circuits.
Testing must be incorporated during the design phase itself and should proceed
concurrently with architectural development.
It must not be delayed until fabricated parts are available.
3.1.1 Testing Combinational Circuits
Figure 14: Combinational testing
Figure shows a combinational circuit with n inputs.
To test this circuit exhaustively, a sequence of 2n input combinations, known as test vectors,
must be applied.
Each input combination must be observed to fully verify the behavior of the circuit.
3.1.2 Testing Sequential Circuits
Figure 15: Sequential testing
By adding m storage latches to the combinational circuit, it is converted into a sequential
circuit.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 18
VLSI Design and Testing References
In a sequential circuit, the output depends not only on the current inputs but also on the
previous state.
Consequently, an exhaustive test now requires 2n+m input combinations.
3.1.3 Practical Illustration of Testing Complexity
Williams [1] highlights the impracticality of exhaustive testing through an example:
Consider a network with:
– N = 25 inputs
– M = 50 storage elements
The total number of required test patterns:
2(25+50) = 275 ≈ 3.8 × 1022
If test patterns are applied at a rate of 1 microsecond per pattern, the total time needed
would exceed one billion years (109 years).
Exhaustive testing is completely impractical for complex LSI and VLSI circuits. Thus,
efficient testing strategies must be adopted.
References
[1] Williams, “Testing techniques for LSI and VLSI circuits,” 1983.
3.1.4 Important Areas of Testing
Three key areas are critical for effective testing:
1. Test Generation:
Concerned with creating a minimal number of tests required to verify the circuit’s
behavior.
Aims to achieve maximum coverage of internal nodes efficiently.
2. Test Verification:
Focuses on measuring the effectiveness of the generated tests.
Commonly evaluated through fault simulation, where faults are inserted intentionally
to check if the test set detects them.
3. Design for Test (DFT):
Involves designing the circuit in such a way that testing becomes simpler and more
manageable.
Proper DFT reduces the effort and complexity involved in test generation and test
verification.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 19
VLSI Design and Testing References
3.1.5 Sources of Test Inputs
Test inputs can originate from two major sources:
1. Designer-Supplied Tests:
Test vectors provided by the designer to verify the circuit’s functionality.
Example: A variety of programs that run on a microprocessor (if the microprocessor is
the device under test).
2. Manufacturer-Supplied Tests:
Applied by the manufacturer before shipping the product.
These tests aim to verify a high percentage of internal good nodes, ensuring product
reliability.
3.2 Fault Models
In digital circuit testing, fault models are used to represent physical failures in a simplified
logical form.
These models help in generating test vectors and understanding the effectiveness of tests.
3.2.1 Stuck-At Fault Model
One of the most widely used fault models is the Stuck-At fault model.
In this model, a gate input or output is assumed to be stuck at logic ‘0’ (S-A-0) or stuck at
logic ‘1’ (S-A-1).
When an input sequence is applied to a circuit, the fault coverage is defined as the
percentage of S-A-0 or S-A-1 faults that can be detected by that sequence.
Limitations of Stuck-At Fault Models
Not all physical faults can be captured using S-A models.
Many faults arise from short circuits or open circuits, which alter the circuit behavior in
ways not modeled by S-A-0/1.
Figure drawn below illustrates this with examples:
– Short S1 behaves like a S-A-0 fault at input A.
– Short S2 changes the actual logic function of the gate.
Hence, it is necessary to model faults at the transistor level, where the complete structure is
visible.
For example, in a CMOS NAND gate, the intermediate node in the series n-transistor path is
hidden at the schematic level.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 20
VLSI Design and Testing References
Figure 16: Faults in CMOS
3.2.2 Switch-Level Faults in CMOS
Test generation should consider faults at the switch level, including possible shorts and
opens.
Although switch-level modeling is more accurate, most test systems still use Boolean logic
models.
3.2.3 Sequential Behavior from Faults in CMOS
A unique issue in CMOS is that certain faults may convert a combinational circuit into a
sequential circuit.
For example, a 2-input NOR gate with a stuck-open transistor may retain part of its previous
state.
If the n-transistor connected to A is stuck open:
F = A + B + A · B · Fn
If the n-transistor connected to B is stuck open:
F = A + B + A · B · Fn
Here, Fn is the previous state of the output.
If a p-transistor is missing, the output node may remain arbitrarily charged until discharged,
causing unreliable behavior.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 21
VLSI Design and Testing References
Sequential Behavior from Faults in CMOS
In CMOS circuits, certain faults can cause a purely combinational logic gate to exhibit
sequential behavior.
This is particularly problematic because such behavior is unintended and can lead to
unpredictable results.
Consider the example of a 2-input CMOS NOR gate, where a transistor is stuck-open
(e.g., due to a missing gate, source, or drain connection).
The output node may retain its previous logic level under some input conditions because
no path exists to discharge or charge it properly.
Let us examine such a scenario with the circuit below.
VDD
A T1
B T2
F
T3 T4
Now, suppose the nMOS transistor controlled by input A is stuck open.
When A = 1 and B = 0, the path for discharging the output node is broken.
If the output was previously low, it remains low; otherwise, it could stay high due to the
absence of a pull-down path — hence, the output F depends on the previous state Fn .
The logic becomes:
F = A + B + A · B · Fn
This is not a NOR gate anymore — it’s a sequential element, as it depends on the prior
state.
3.2.4 CMOS Fault Modeling for Test Generation
Due to such behavior, researchers have proposed new fault models and test generation
techniques.
One such method is the use of the D-algorithm for logic-level test generation.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 22
VLSI Design and Testing References
Logic Model Representation
Figure 17: Logic fault model for CMOS
Figure (a) shows a CMOS gate at the circuit level.
Figure (b) shows the corresponding logic model, composed of:
– A p-tree and n-tree representing the pull-up and pull-down networks.
– A B-block, which captures output behavior as per input states.
Deriving Logic from CMOS Transistor Circuit
CMOS Transistor Logic (Fig. a) consists of:
PMOS Network: Pulls Z high when A = 0 and (B = 0 or C = 0); Logic: A · (B + C)
NMOS Network: Pulls Z low when A = 1 or (B = 1 and C = 1); Logic: A + (B · C)
output Z = A + (B · C)
Gate-Level Equivalent (Fig. b) expresses the same logic:
For output low:
G2: B · C
G1: A + B · C
For output high:
G4: B + C
G3: A · B + C
Thus, Fig. (b) represents the Boolean logic implemented by the CMOS circuit in Fig. (a).
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 23
VLSI Design and Testing References
The table below shows the characteristics of B-block:
Table 2: B-block output behavior
S1 S0 Output Y
1 1 X (unknown or biased)
1 0 1
0 1 0
0 1 0
0 0 m (memory state)
The m-state indicates memory behavior (retains previous output).
The X-state is unpredictable and may lean towards 0 or 1 depending on logic and fabrication.
Understanding B-block
What is the B-block?
The B-block is part of a logic-level fault modeling abstraction for CMOS gates.
It is used in test generation, especially for methods like the D-algorithm, to simulate the
behavior of faulty CMOS logic gates without analyzing every transistor individually.
It originates from a logical model of a CMOS gate proposed for structured fault simulation.
In this abstraction:
– The p-tree (pull-up PMOS network) and the n-tree (pull-down NMOS network) are
treated as separate logic blocks.
– The B-block is then used to model the output behavior based on the signals from
both the p-tree and n-tree.
This abstraction simplifies fault analysis by converting switch-level faults (shorts, opens,
stuck-at faults at transistors) into logic-level equivalents.
How does the B-block work?
The B-block uses two control signals:
– S1 : the status of the p-tree (pull-up)
– S0 : the status of the n-tree (pull-down)
The output Y is then determined by these, as shown in the truth table:
S1 (p-tree) S0 (n-tree) Y (Output)
1 1 X (Conflict)
1 0 1 (Driven High)
0 1 0 (Driven Low)
0 1 0 (Driven Low)
0 0 m (Memory/Previous State)
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 24
VLSI Design and Testing References
Why is S1 = 0, S0 = 1 Listed Twice?
While both rows yield the same output (Y = 0), their origins may differ in physical fault
scenarios:
One case may result from a normally functioning n-tree pulling the output low, with the
p-tree inactive.
The second instance might represent a fault condition, such as a stuck-open p-transistor
that fails to assert high when needed.
This apparent duplication improves:
Fault tracing back to transistor-level causes.
Diagnostic precision in automated test pattern generation.
Mapping of transistor-level behavior to logic-level abstractions.
Thus, the repetition is intentional and ensures completeness in the logic model used for test
generation and fault simulation.
Mapping Circuit Faults to Logic Faults
Table below shows how faults in the CMOS circuit map to logical fault models.
Table 3: Equivalent Faults Mapping
MOS Circuit Fault Equivalent Logic Circuit Fault
A S-A-0/1 A S-A-0/1
B S-A-0/1 B S-A-0/1
C S-A-0/1 C S-A-0/1
Z S-A-0/1 Z S-A-0/1
P1 short G3, A S-A-0
P1 open G3, A S-A-1
N1 short G1, A S-A-1
N2 open G1, A S-A-0
3.3 Design for Testability
Testing is an essential step in ensuring that fabricated digital circuits function correctly.
Designing for testability enhances fault detection and diagnosis, making circuits easier to test
and maintain.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 25
VLSI Design and Testing References
3.3.1 Key Concepts
Two important concepts in testability are:
Controllability: The ability to set and reset every internal node in the circuit to a known
logic value via the inputs.
Observability: The ability to observe the state of any internal node, either directly at the
outputs or indirectly through other observable nodes.
Given a circuit structure, tools such as SCOAP (Sandia Controllability/Observability
Analysis Program) are available to calculate the controllability and observability metrics of
internal nodes.
3.3.2 Approaches to Design for Testability
There are three main approaches to designing circuits that are testable:
1. Ad Hoc Testing
Involves manual techniques or guidelines.
Examples: avoiding asynchronous logic, simplifying state machines, and inserting test
points manually.
Advantage: Quick to apply.
Limitation: Not scalable or systematic for complex designs.
2. Structured Design for Testability
Uses well-defined methods and design styles to simplify testing.
Common techniques include:
– Scan Design: Flip-flops are connected into a scan chain to facilitate controllability
and observability.
– Level-Sensitive Scan Design (LSSD).
Enables automated test pattern generation and improved fault coverage.
3. Self-Test and Built-In Testing
Also known as Built-In Self-Test (BIST).
Circuit includes extra hardware to test itself without full reliance on external test
equipment.
Components include:
– Test Pattern Generator (e.g., Linear Feedback Shift Register — LFSR)
– Output Response Analyzer (e.g., Signature Analyzer)
Allows efficient testing in the field.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 26
VLSI Design and Testing References
3.4 Ad Hoc Testing
Ad hoc testing refers to a collection of informal and practical techniques used to make circuits
easier to test, especially by reducing the complexity of test generation.
These methods aim to prevent the combinational explosion that can occur when testing
large digital systems.
Key Techniques
Partitioning Large Sequential Circuits:
– Large circuits, such as long counters, are split into smaller blocks.
– Each block can then be tested using fewer test vectors.
– Example: A 16-bit counter might be partitioned into four 4-bit counters.
Adding Test Points:
– Insert test points to improve controllability and observability.
– Helps expose internal faults by allowing access to hidden nodes.
Using System Bus for Testing:
– In bus-oriented systems, the bus can be reused for transferring test patterns and
capturing test responses.
– Efficient for testing multiple modules connected to the same data bus.
Testing Bit-Sliced Systems:
– Bit-sliced systems use modular logic slices (e.g., 4-bit ALUs chained to build larger
words).
– These can be tested using methods derived from testing Iterative Logic Arrays (ILAs).
3.4.1 Iterative Logic Arrays (ILAs)
ILAs are regular, modular structures composed of identical logic cells connected in a fixed pattern.
They are commonly used in arithmetic circuits and bit-sliced architectures.
C-testable ILA:
– Can be tested with a constant number of input patterns, regardless of array size.
– Reduces test vector count significantly for large arrays.
I-testable ILA:
– Ensures that the response of each cell is identical.
– Enables testing using equality circuits that compare cell outputs.
CI-testable ILA:
– Combines both C-testability and I-testability.
– Highly testable and efficient in terms of test generation.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 27
VLSI Design and Testing References
Example: Testable ILA Cell
Figure 18: Bit-slice testing
An example of a modified ILA for I-testability involves a cascaded 1-bit counter cell, to which
two extra gates are added.
These gates enable control and observation of the cell’s operation during testing.
Such modifications allow the entire ILA to be tested using minimal test patterns and simple
comparison logic.
3.5 Structured Design for Testability
Structured design for testability involves systematic methods that ensure a circuit is easily testable,
based on the fundamental principles of controllability and observability.
Level-Sensitive Scan Design (LSSD):
Figure 19: LSSD testing
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 28
VLSI Design and Testing References
One of the most widely used structured approaches is Level-Sensitive Scan Design
(LSSD), originally developed by IBM.
This method utilizes specially designed latches known as Shift Register Latches (SRLs).
In normal mode, SRLs function as standard storage elements within the sequential circuit.
In test mode, all SRLs are connected in series to form a scan chain, allowing data to be
shifted through the latches.
Testing Procedure Using LSSD:
1. Shift in a known pattern to initialize all SRLs (achieving controllability).
2. Allow the circuit to operate for one clock cycle, propagating values through the combinational
logic.
3. Capture the output into the SRLs.
4. Shift out the captured results for analysis (achieving observability).
Advantages:
Simplifies test generation, since the combinational portion can be tested separately using
Automatic Test Pattern Generation (ATPG) tools.
Improves fault coverage in large sequential designs.
Drawbacks:
Increased circuit complexity due to additional logic in the latches.
Additional I/O pins may be required for scan control and data.
Physical placement challenges, as latches across the chip must be chained into a scan path.
Static Latch Implementations:
Various versions of static latches used in LSSD are shown in figures (a) to (d) below. These are
based on the basic static-D latch.
In Figure (a), input D is the normal data input, and input I comes from the preceding latch in
the scan chain.
A 2-input multiplexer selects between normal data and test input.
In Figure (b), the same function is implemented with reduced speed but simpler design.
Figures (c) and (d) show optimized layouts, increasing transistor count from 10 to 14.
Trade-off: Designers must weigh the increased area, power, and possible speed penalties against
the benefits of enhanced testability.
Structured design for testability trades off complexity and area for efficient test access and fault
detection.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 29
VLSI Design and Testing References
Figure 20: LSSD implementations
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 30
VLSI Design and Testing References
3.6 Self-Test and Built-In Test
Built-in test (BIT) techniques are used to enhance testability by embedding test generation and
response evaluation circuitry within the chip itself. This allows for at-speed testing and reduces
dependence on external Automatic Test Equipment (ATE).
The following are some key types of Built-In Test techniques used in VLSI systems:
1. Signature Analysis and Cyclic Redundancy Checking (CRC)
One common method of implementing BIT is through signature analysis or cyclic redundancy
checking, which uses a Linear Feedback Shift Register (LFSR), as shown in figure below:
Figure 21: A linear feedback shift register
The LFSR is initialized, and the resulting register value becomes a function of:
– the number of latch inputs,
– their values,
– and the transformation polynomial of the analyzer.
A correct circuit produces a known signature. A faulty circuit will produce a different
signature.
2. BILBO: Built-In Logic Block Observation
The BILBO structure combines signature analysis with LSSD to form a compact and flexible test
element. It is shown in below.
A 3-bit register with associated logic can operate in multiple modes depending on control
inputs C0 and C1 :
Table 4: BILBO modes
Mode Control Function
A C0 = 1, C1 = 1 Parallel register
B C0 = 0, C1 = 0 Scan register
C C0 = 1, C1 = 0 Signature analyzer or PRSG
Reset C0 = 0, C1 = 1 Register reset
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 31
VLSI Design and Testing References
Figure 22: BILBO circuitry
A complete BIT structure using BILBO is illustrated in figure below:
Figure 23: BILBO usage
3. Design for Autonomous Test
This technique partitions the circuit into small modules using multiplexers and tests them
exhaustively without requiring fault models or test generation algorithms.
Figure (a) shows a circuit with inserted multiplexers.
Figure (b) presents the circuit in normal operation.
Figure (c) shows the circuit configured to test module A.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 32
VLSI Design and Testing References
Figure 24: Multiplexer segmenting for autonomous test
Additional test hardware includes:
– Pattern generator (LFSR),
– Signature analyzer,
– Test control logic.
Limitation: This method is ineffective for stuck-open faults.
4. Stuck-Open Fault Detection
To handle stuck-open faults, the circuit shown in figure below introduces a Charge/Discharge
(C/D) unit at the gate output.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 33
VLSI Design and Testing References
Figure 25: C/D circuitry
The test sequence involves:
– Asserting TEST,
– Strobing the C/D control line high and then low.
Correct outputs respond by toggling, while stuck-open lines remain charged or discharged.
5. Syndrome Testing
Syndrome testing is an exhaustive method where all possible input patterns are applied and the
number of logical 1s in the output is counted.
This count (the “syndrome”) is compared with that of a fault-free circuit.
Required components:
– Pattern generator,
– Output counter,
– Comparison circuit.
6. Other Techniques
Additional BIT approaches include:
Double or Triple Modular Redundancy with majority voting logic.
Use of on-chip ROM-based stimulus generators.
Self-test and BIST techniques reduce dependency on external testers and improve test coverage in
complex VLSI systems.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 34
VLSI Design and Testing References
3.7 Layout for Improved Testability
Key Concept:
Physical layout influences the testability of VLSI circuits. Proper layout techniques can reduce the
likelihood of faults such as shorts and opens.
Observations by Galiay (GaCV80):
Study based on fabricated nMOS circuits.
Most common failures:
– Shorts in the metal layer
– Opens in the metal layer
– Shorts in the diffusion layer
Implications:
Specific layout rules can improve testability.
These rules are likely technology-dependent.
A different set of guidelines may be needed for CMOS technologies.
Research Direction:
Further research is needed to explore layout-level strategies for improved testability, especially for
newer technologies like CMOS.
3.8 Summary — Testing
Main Idea:
Design decisions should consider testability from the outset, as testing becomes harder and more
costly if added later.
Design Techniques:
Incorporate test structures early in the design cycle.
Be aware of trade-offs: testability may affect:
– Chip area
– Speed/performance
Example:
A data-path approach might be easier to test than a random logic approach, with only
minor area differences.
Conclusion:
Embed testability early in the design process.
Choose architectures that balance functionality and ease of testing.
Rajesh Kumar Kaushal, Asst. Prof., ECE, Dr T.T.I.T., K.G.F. 35
You might also like
- VLSI Design: Atme College of EngineeringNo ratings yetVLSI Design: Atme College of Engineering19 pages
- Asic Design Flow: TKK "Laitteistokuvauskielinen Digitaalisuunnitelu" Syksy-19990% (1)Asic Design Flow: TKK "Laitteistokuvauskielinen Digitaalisuunnitelu" Syksy-199925 pages
- The Difference Between CMOS Technology and NMOS TechnologyNo ratings yetThe Difference Between CMOS Technology and NMOS Technology2 pages
- Programmable ASIC Design: Haibo Wang ECE Department Southern Illinois University Carbondale, IL 62901No ratings yetProgrammable ASIC Design: Haibo Wang ECE Department Southern Illinois University Carbondale, IL 6290125 pages
- ARM Cortex M3 Embedded Systems AssignmentNo ratings yetARM Cortex M3 Embedded Systems Assignment2 pages
- Introduction To VLSI Circuits: Naveen Bhat, Teaching Assistant Karnatak University, DharwadNo ratings yetIntroduction To VLSI Circuits: Naveen Bhat, Teaching Assistant Karnatak University, Dharwad100 pages
- Two Day FDP On ASIC Physical Design Using Cadence First EncounterNo ratings yetTwo Day FDP On ASIC Physical Design Using Cadence First Encounter2 pages
- Introduction To Asics: Ni Logic Pvt. LTD., PuneNo ratings yetIntroduction To Asics: Ni Logic Pvt. LTD., Pune84 pages
- Advanced VLSI Design CMOS Processing TechnologyNo ratings yetAdvanced VLSI Design CMOS Processing Technology15 pages
- VLSI System Design Using Verilog - Step by Step Designing Procedure For CADENCE Incisive Enterprise SimulatorNo ratings yetVLSI System Design Using Verilog - Step by Step Designing Procedure For CADENCE Incisive Enterprise Simulator150 pages
- Introduction To CMOS VLSI Design: Credits: David HarrisNo ratings yetIntroduction To CMOS VLSI Design: Credits: David Harris62 pages
- Cell - Based IC Design, Implementation and VerificationNo ratings yetCell - Based IC Design, Implementation and Verification216 pages
- Lec01 Verilog Combinational Circuits DesignNo ratings yetLec01 Verilog Combinational Circuits Design61 pages
- BEC602 - Module 5 Part 2, Structured Design and TestingNo ratings yetBEC602 - Module 5 Part 2, Structured Design and Testing35 pages
- Design Example Report: Title Specification Application Author Document Number Date Revision100% (1)Design Example Report: Title Specification Application Author Document Number Date Revision40 pages
- How Your Capacitor Bank Should Be Designed For LT (415 Volts)No ratings yetHow Your Capacitor Bank Should Be Designed For LT (415 Volts)2 pages
- Aptitude Assessment - Anil Neerukonda Institute of Technology & Sciences - Vizag, AP (Responses) - PI SheetNo ratings yetAptitude Assessment - Anil Neerukonda Institute of Technology & Sciences - Vizag, AP (Responses) - PI Sheet2 pages
- HP G4 Thunderbolt Dock 120W Owner's ManualNo ratings yetHP G4 Thunderbolt Dock 120W Owner's Manual26 pages
- Application Guide For TRV For High-Voltage Circuit Breakers PDFNo ratings yetApplication Guide For TRV For High-Voltage Circuit Breakers PDF39 pages
- EcoStructure - Foxboro™ SCADA - SCD6000 Controller - 41s2m17100% (1)EcoStructure - Foxboro™ SCADA - SCD6000 Controller - 41s2m1723 pages
- High-Speed 42 Priority Encoder Design and Simulation With FinFET 18nm TechnologyNo ratings yetHigh-Speed 42 Priority Encoder Design and Simulation With FinFET 18nm Technology6 pages